Сравнительный анализ существующих механизмов подачи для фуговальных станков
Качество обработки на фуговальных станках определяется плоскостностью и шероховатостью фрезерованных поверхностей. Эти показатели зависят от технологической схемы станка, его конструктивного исполнения, точности изготовления, размерной настройки и наладки станка, степени деформации заготовок в процессе обработки и т. д.
Как было сказано ранее, роликовые автоподатчики отличаются конструктивной простотой и мобильностью (см. рис.38 а ). Однако в отличие от конвейерных роликовые автоподатчики не гарантируют подачу сравнительно тонких (до 50 мм) заготовок без излишнего их деформирования (выпрямления) под действием сосредоточенного давления F со стороны исполнительного элемента (ролика).
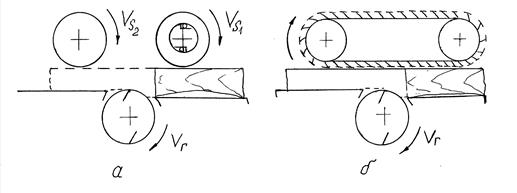
Рис.38. Принципиальные схемы автоподатчиков:
а) роликового; б) конвейерного
При использовании конвейерного автоподатчика сосредоточенная сила F заменяется равномерно распределенной нагрузкой
 , (79)
, (79)
где а - участок длины детали, на которую распространяется давление конвейера;
n - количество упругих элементов, контактирующих с заготовкой по ее ширине.
Обычно упругие элементы конвейерных автоподатчиков как в продольном так и в поперечном направлении располагаются с шагом 30…40 мм. Зададимся для расчетов шагом для упругих элементов конвейера t = 30 мм.
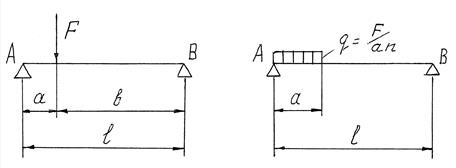
На рис.39 представлены расчетные схемы для определения величины прогиба заготовки в момент базирования ее на переднем столе фуговального станка для двух рассматриваемых типов автоподатчиков.
а) б)
Рис. 39. Расчетные схемы для определения прогиба:
а) деталь в виде балки, свободно опертой по концам, нагруженная силой F в пролете;
б) деталь в виде балки, свободно опертой по концам, нагруженная равномерной нагрузкой интенсивностью g = F/an
Если сравнивать два варианта автоподатчиков по степени деформации ими заготовок в равных условиях, то в соответствии со схемами рис. 39. получим определенные значения прогибов f.
Зададимся условием, что обрабатываются сосновые заготовки длиной l =1000 мм, сечением В х Н = 50 х 20 мм, толщина снимаемого слоя h =1 мм при скорости подачи Vs = 12 м/мин. В этом случае необходимая сила прижима обрезиненного ролика составит F = 53 Н.
Для того чтобы снизить эффект «выпрямления» заготовки от сосредоточенного усилия подающего ролика, его рекомендуется [22] устанавливать на расстоянии а = 50…60 мм от кромки стола перед ножевым валом.
В этом случае прогиб заготовки согласно рис. 39 а находим по формуле
 (80)
(80)
Для условия, когда а = 60 мм, в = 940 мм сила F = 53 Н, модуль упругости e = 104 МПа, момент инерции для сечения 50 х 20 J = 33333 мм4, прогиб fp = 0,168 мм.
Если зону действия конвейерного автоподатчика над передним столом фуговального станка установить в пределах, а = 120 мм, прогиб заготовки может быть также найден по формуле (80). Суммарный прогиб заготовки от действия на нее сил упругих элементов конвейера, расположенных между собой с шагом 30 мм составит fК = 0,115 мм. Как видим, величина деформации заготовки, как в первом, так и во втором случае не выходит за пределы допустимого значения f £ 0,2/1000 мм.
При этом следует обратить внимание на то, что технологические возможности роликовых автоподатчиков можно еще более улучшить, если в приводе переднего ролика установить обгонную муфту, рис. 40.
В этом случае скорость подачи заготовки после попадания ее под второй ролик может быть установлена в 1,5…2 раза большей, чем скорость первого ролика, который благодаря обгонной муфте будет проворачиваться вхолостую, удерживая деталь от вибрации. Уменьшенная скорость подачи в зоне первого ролика приводит к пропорциональному снижению силы прижима этого ролика, а значит, к еще более благоприятным условиям базирования заготовки в зоне переднего стола фуговального станка.
В результате можно сделать вывод о том, что работа над совершенствованием роликовых автоподатчиков является вполне перспективной и приведенная на рис. 40 принципиальная схема роликового автоподатчика является наиболее рациональной.
Таким образом, если скорость подачи уменьшить, например, вдвое, то соответственно потребуется пропорционально меньшее давление со стороны подающих органов, а, значит, и величина деформации заготовок сократится во столько же раз. В отличие от конвейерного механизма снижение скорости у роликового автоподатчика в момент прохождения заготовки под первым роликом можно вполне компенсировать увеличением скорости подачи за счет второго ролика. А, для того, чтобы первый ролик не «тормозил» процесс подачи его следует приводить в движение через обгонную муфту [23].
На рис.40. представлен вариант роликового автоподатчика в виде следующей кинематической схемы.
Привод роликов 10 осуществляется от двигателя 1, редуктора 2, далее через систему цепных передач: от звездочки 3 к блоку из трех звездочек 4, которая в свою очередь сообщает движение через звездочку 5 первому подающему ролику 10, а через звездочку 6 – второму подающему ролику. Поскольку в корпус звездочки 5 встроена обгонная муфта рис.41. движение первому ролику может передаваться только в одном направлении.
Конструктивной особенностью узла установки обгонной муфты является то, что радиальная нагрузка от цепной передачи через звездочку 1 (рис. 40) воспринимается не роликами 4 обгонной муфты, а радиальным шарикоподшипником 2. Это приводит к увеличению долговечности работы обгонной муфты. Крышка 3 служит обоймой муфты и замыкающим звеном данного узла.
Положительной особенностью данного роликового автоподатчика является также то, что настройка его по высоте осуществляется за счет поворота роликов относительно неподвижно закрепленных осей 13 с помощью двух гибких тяг 8, приводимых в движение пинольным механизмом 9. При этом предполагается, что сила прижима подающих роликов будет возрастать пропорционально увеличению высоты заготовок.
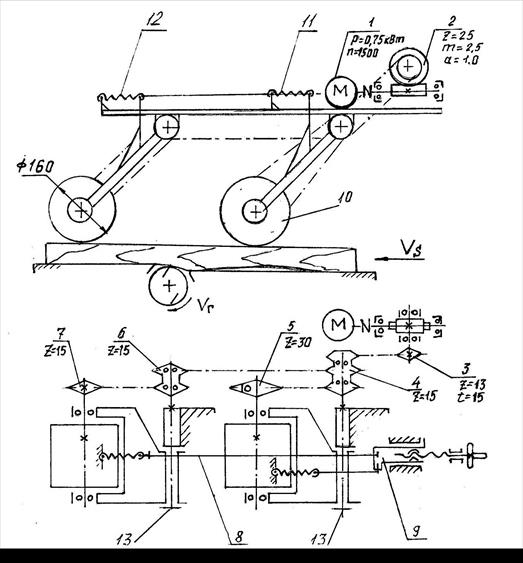
Рис. 40. Роликовый автоподатчик с приводом через
обгонную муфту
В этом случае тяговая способность роликов будет автоматически увеличиваться. За счет поворота роликов 10 автоподатчик настраивается на обработку заготовок по высоте в диапазоне от 10 до 100…120 мм.
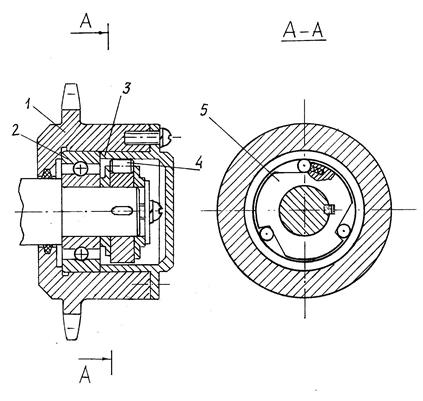
Рис. 41. Конструктивное исполнение обгонной муфты
Разработанная кинематическая схема роликового автоподатчика на основе использования обгонной муфты позволяет констатировать несомненные ее преимущества перед конвейерным автоподатчиком.
Дата добавления: 2017-02-04; просмотров: 1088;