Text A. TURNING OPERATIONS
Turning is the process whereby a single point cutting tool is parallel to the surface. It can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using a computer controlled and automated lathe which does not. This type of machine tool is referred to as having computer numerical control, better known as CNC and is commonly used with many other types of machine tool besides the lathe.
When turning, a piece of material is rotated and a cutting tool is traversed along 2 axes of motion to produce precise diameters and depths. Turning can be either on the outside of the cylinder or on the inside (also known as boring) to produce tubular components to various geometries. Athough now quite rare, early lathes could even be used to produce complex geometric figures, even the platonic solids; although until the advent of CNC it had become unusual to use one for this purpose for the last three quarters of the twentieth century. It is said that the lathe is the only machine tool that can reproduce itself.
The turning processes are typically carried out on a lathe, considered to be the oldest machine tool, and can be of four different types such as straight turning, taper turning, profiling or external grooving. Those types of turning processes can produce various shapes of materials such as straight, conical, curved, or grooved workpiece. In general, turning uses simple single-point cutting tools. Each group of workpiece materials has an optimum set of tools angles which have been developed through the years.
 The bits of waste metal from turning operations are known as chips (North America), or swarf (Britain). In some areas they may be known as turnings.
The bits of waste metal from turning operations are known as chips (North America), or swarf (Britain). In some areas they may be known as turnings.
Turning specific operations include:
Turning. This operation is one of the most basic machining processes. That is, the part is rotated while a single point cutting tool is moved parallel to the axis of rotation.

 Facing is part of the turning process. It involves moving the cutting tool at right angles to the axis of rotation of the rotating workpiece. This can be performed by the operation of the cross-slide, if one is fitted, as distinct from the longitudinal feed (turning). It is frequently the first operation performed in the production of the workpiece, and often the last- hence the phrase "ending up".
Facing is part of the turning process. It involves moving the cutting tool at right angles to the axis of rotation of the rotating workpiece. This can be performed by the operation of the cross-slide, if one is fitted, as distinct from the longitudinal feed (turning). It is frequently the first operation performed in the production of the workpiece, and often the last- hence the phrase "ending up".
Parting. This process is used to create deep grooves which will remove a completed or part-complete component from its parent stock.
 Grooving is like parting, except that grooves are cut to a specific depth by a form tool instead of severing a completed/part-complete component from the stock. Grooving can be performed on internal and external surfaces, as well as on the face of the part (face grooving or trepanning).
Grooving is like parting, except that grooves are cut to a specific depth by a form tool instead of severing a completed/part-complete component from the stock. Grooving can be performed on internal and external surfaces, as well as on the face of the part (face grooving or trepanning).
Non-specific operations include:
Boring i.e. the machining of internal cylindrical forms (generating) a) by mounting workpiece to the spindle via a chuck or faceplate b) by mounting workpiece onto the cross slide and placing cutting tool into the chuck.
Drilling is used to remove material from the inside of a workpiece. This process utilizes standard drill bits held stationary in the tail stock or tool turret of the lathe.
Threading both standard and non-standard screw threads can be turned on a lathe using an appropriate cutting tool. (Usually having a 60, or 55° nose angle) Either externally, or within a bore. Generally referred to as single-point threading.
EXERCISES:
I. Find in the texts the following topical words and phrases, explain what they mean, and add them to your Active Vocabulary:
lathe; CNC; rotate; platonic solids; straight turning; taper turning; profiling; grooving; thread; chuck.
II. Write out from the texts the sentences or the parts of the sentences which contain the following words and expressions and translate them into Russian:
turning processes, parallel to the axis of rotation, longitudinal feed, grooves, by mounting workpiece.
III. Answer the following questions:
1. What is turning?
2. How are the bits of waste metal from turning operations called?
3. What machine tool do usually perform turning operations?
4. What are the main turning operations?
5. What shapes of materials can be produced by turning?
6. Are there any other non-specific turning operations? What are they?
7. What are two types of grooving?
TRANSLATION
EXERCISES:
I. Before translating the text, find in it the sentences in which you would be able to use the following topical words and expressions:
conical, curved, or grooved workpiece, chips, internal and external surfaces, held stationary, tool turret.
II. Read the text again, find in it the information about the following questions, and answer them using the topical words and phrases:
1. What does turning operation mean?
2. What machine is used for turning operations?
3. What kind of surfaces can be machined by lathe?
TEXT B
Токарная обработка — это обработка резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, торцевание, отрезание, снятие фасок, обработка галтелей, прорезание канавок, нарезание внутренних и наружных резьб на токарных станках. Точение — одна из самых древних технических операций, которая была механизирована с помощью примитивного токарного станка.
Токарные станки являются наиболее универсальными из всех видов металлорежущего оборудования. На них можно выполнять самые разнообразные работы: обтачивать и растачивать цилиндрические, конические и фасонные поверхности вращения, подрезать торцы и соответственно обрабатывать плоскости, прорезать канавки различного профиля, производить отрезание, нарезать резцом крепежные и ходовые резьбы любого профиля. Кроме того, на токарных станках инструментами, устанавливаемыми в пиноли задней бабки, можно сверлить, зенкеровать, зенковать и развертывать отверстия, расположенные со шпинделем станка, а так же нарезать внутрен  ние и наружные крепежные резьбы.
ние и наружные крепежные резьбы.
Основные виды токарной обработки и типы резцов:
а) - продольное сечение проходным резцом;
б) - продольное точение отогнутым резцом;
в) - продольное точение упорным резцом;
г) - продольное и поперечное точение отогнутым резцом;
д) - чистовое продольное точение широким резцом;
е) - чистовое точение закругленным резцом;
ж) - подрезание (поперечное точение) подрезным резцом;
з) - вытачивание канавок и отрезание отрезным (подрезным) резцом;
и) - растачивание отверстия расточным резцом;
к) - фасонное точение призматическим фасонным резцом;
л) - нарезание резьбы резьбовым резцом.
На рисунке даны схемы основных видов токарной обработки и показаны типы используемых при этом режущих инструментов.
PART 2: Lathes
TEXT A. Lathes
 A Lathe in Building 35
A Lathe in Building 35
Description
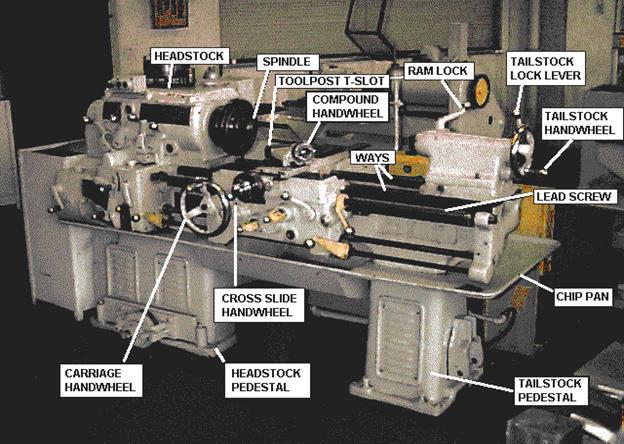
The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features that have a circular cross section. The spindle is the part of the lathe that rotates. Various workholding attachments such as three jaw chucks, collets, and centers can be held in the spindle. The spindle is driven by an electric motor through a system of belt drives and/or gear trains. Spindle speed is contolled by varying the geometry of the drive train.
The tailstock can be used to support the end of the workpiece with a center, or to hold tools for drilling, reaming, threading, or cutting tapers. It can be adjusted in position along the ways to accomodate different length workpices. The ram can be fed along the axis of rotation with the tailstock handwheel.
The carriage controls and supports the cutting tool. It consists of:
· A saddle that mates with and slides along the ways.
· An apron that controls the feed mechanisms.
· A cross slide that controls transverse motion of the tool (toward or away from the operator).
· A tool compound that adjusts to permit angular tool movement.
· A toolpost T-slot that holds the toolpost.
Parts
A lathe may or may not have a stand (or legs), which sits on the floor and elevates the lathe bed to a working height. Some lathes are small and sit on a workbench or table, and do not have a stand.
Almost all lathes have a bed, which is (almost always) a horizontal beam (although CNC lathes commonly have an inclined or vertical beam for a bed to ensure that swarf, or chips, falls free of the bed).
At one end of the bed (almost always the left, as the operator faces the lathe) is a headstock. The headstock contains high-precision spinning bearings. Rotating within the bearings is a horizontal axle, with an axis parallel to the bed, called the spindle. Spindles are often hollow, and have exterior threads and/or an interior Morse taper on the "inboard" (i.e., facing to the right / towards the bed) by which work-holding accessories may be mounted to the spindle. Spindles may also have exterior threads and/or an interior taper at their "outboard" (i.e., facing away from the bed) end, and/or may have a hand-wheel or other accessory mechanism on their outboard end. Spindles are powered, and impart motion to the workpiece.
The spindle is driven, either by foot power from a treadle and flywheel or by a belt or gear drive to a power source. In most modern lathes this power source is an integral electric motor, often either in the headstock, to the left of the headstock, or beneath the headstock, concealed in the stand.
In addition to the spindle and its bearings, the headstock often contains parts to convert the motor speed into various spindle speeds. Some motors have electronic rheostat-type speed controls, which obviates cone pulleys or gears.
The counterpoint to the headstock is the tailstock, sometimes referred to as the loose head, as it can be positioned at any convenient point on the bed, by undoing a locking nut, sliding it to the required area, and then re-locking it. The tail-stock contains a barrel which does not rotate, but can slide in and out parallel to the axis of the bed, and directly in line with the headstock spindle. The barrel is hollow, and usually contains a taper to facilitate the gripping of various type of tooling. Its most common uses are to hold a hardened steel center, which is used to support long thin shafts while turning, or to hold drill bits for drilling axial holes in the work piece. Many other uses are possible.
Metalworking lathes have a carriage (comprising a saddle and apron) topped with a cross-slide, which is a flat piece that sits crosswise on the bed, and can be cranked at right angles to the bed. Sitting atop the cross slide is usually another slide called a compound rest, which provides 2 additional axes of motion, rotary and linear. A top that sits a toolpost, which holds a cutting tool which removes material from the workpiece. There may or may not be a leadscrew, which moves the cross-slide along the bed.
Accessories
 Unless a workpiece has a taper machined onto it which perfectly matches the internal taper in the spindle, or has threads which perfectly match the external threads on the spindle (two conditions which rarely exist), an accessory must be used to mount a workpiece to the spindle.
Unless a workpiece has a taper machined onto it which perfectly matches the internal taper in the spindle, or has threads which perfectly match the external threads on the spindle (two conditions which rarely exist), an accessory must be used to mount a workpiece to the spindle.
A workpiece may be bolted or screwed to a faceplate, a large, flat disk that mounts to the spindle. In the alternative, faceplate dogs may be used to secure the work to the faceplate.
A steady rest
A workpiece may be mounted on a mandrel, or circular work clamped in a three- or four-jaw chuck. For irregular shaped workpieces it is usual to use a four jaw (independent moving jaws) chuck. These holding devices mount directly to the Lathe headstock spindle.
In precision work, and in some classes of repetition work, cylindrical workpieces are usually held in a collet inserted into the spindle and secured either by a draw-bar, or by a collet closing cap on the spindle. Suitable collets may also be used to mount square or hexagonal workpieces. In precision toolmaking work such collets are usually of the draw-in variety, where, as the collet is tightened, the workpiece moves slightly back into the headstock, whereas for most repetition work the dead length variety is preferred, as this ensures that the position of the workpiece does not move as the collet is tightened.
Live center (top); dead center (bottom)
 A soft dead center is used in the headstock spindle as the work rotates with the centre. Because the centre is soft it can be trued in place before use. The included angle is 60°. Traditionally, a hard dead center is used together with suitable lubricant in the tailstock to support the workpiece. In modern practice the dead center is frequently replaced by a live center, as it turns freely with the workpiece — usually on ball bearings — reducing the frictional heat, especially important at high speeds. When clear facing a long length of material it must be supported at both ends. This can be achieved by the use of a traveling or fixed steady. If a steady is not available, the end face being worked on may be supported by a dead (stationary) half center. A half center has a flat surface machined across a broad section of half of its diameter at the pointed end. A small section of the tip of the dead center is retained to ensure concentricity. Lubrication must be applied at this point of contact and tail stock pressure reduced. A lathe carrier or lathe dog may also be employed when turning between two centers.
A soft dead center is used in the headstock spindle as the work rotates with the centre. Because the centre is soft it can be trued in place before use. The included angle is 60°. Traditionally, a hard dead center is used together with suitable lubricant in the tailstock to support the workpiece. In modern practice the dead center is frequently replaced by a live center, as it turns freely with the workpiece — usually on ball bearings — reducing the frictional heat, especially important at high speeds. When clear facing a long length of material it must be supported at both ends. This can be achieved by the use of a traveling or fixed steady. If a steady is not available, the end face being worked on may be supported by a dead (stationary) half center. A half center has a flat surface machined across a broad section of half of its diameter at the pointed end. A small section of the tip of the dead center is retained to ensure concentricity. Lubrication must be applied at this point of contact and tail stock pressure reduced. A lathe carrier or lathe dog may also be employed when turning between two centers.
A circular metal plate with even spaced holes around the periphery, mounted to the spindle, is called an "index plate". It can be used to rotate the spindle to a precise angle, then lock it in place, facilitating repeated auxiliary operations done to the workpiece.
Other accessories, including items such as taper turning attachments, knurling tools, vertical slides, fixed and traveling steadies, etc., increase the versatility of a lathe and the range of work it may perform.
Дата добавления: 2016-04-22; просмотров: 1526;