PART 2: TOOL BIT GEOMETRY
A. TEXT
Tool bit geometry.
The term tool bit generally refers to a non-rotary cutting tool used in metal lathes, shapers, and planers. Such cutters are also often referred to by the set-phrase name of single-point cutting tool. The cutting edge is ground to suit a particular machining operation and may be resharpened or reshaped as needed. The ground tool bit is held rigidly by a tool holder while it is cutting.
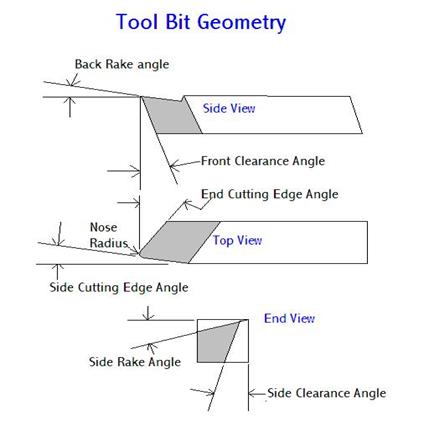
Back Rake is to help control the direction of the chip, which naturally curves into the work due to the difference in length from the outer and inner parts of the cut. It also helps counteract the pressure against the tool from the work by pulling the tool into the work.
Side Rake along with back rake controls the chip flow and partly counteracts the resistance of the work to the movement of the cutter and can be optimized to suit the particular material being cut. Brass for example requires a back and side rake of 0 degrees while aluminum uses a back rake of 35 degrees and a side rake of 15 degrees.
Nose Radius makes the finish of the cut smoother as it can overlap the previous cut and eliminate the peaks and valleys that a pointed tool produces. Having a radius also strengthens the tip, a sharp point being quite fragile.
All the other angles are for clearance in order that no part of the tool besides the actual cutting edge can touch the work. The front clearance angle is usually 8 degrees while the side clearance angle is 10-15 degrees and partly depends on the rate of feed expected.
Minimum angles which do the job required are advisable because the tool gets weaker as the edge gets keener due to the lessening support behind the edge and the reduced ability to absorb heat generated by cutting.
The Rake angles on the top of the tool need not be precise in order to cut but to cut efficiently there will be an optimum angle for back and side rake.
EXERCISES:
I. Find in the texts the following topical words and phrases, explain what they mean, and add them to your Active Vocabulary:
non-rotary cutting tool; single-point cutting tool; ground tool bit; chip; back rake; clearance; side rake.
II. Write out from the texts the sentences or the parts of the sentences which contain the following words and expressions and translate them into Russian:
by appropriate heat treating, wear resistance, mechanically attached, indexable carbide inserts,brittle.
III. Answer the following questions:
1. Could the cutting edge be reshaped and resharpened?
2. How to counteract the pressure against the tool?
3. Does the side and back rake angles depend on the material cutting tool is made of?
TRANSLATION
EXERCISES:
I. Before translating the text, find in it the sentences in which you would be able to use the following topical words and expressions:
cutting edge, tool holder, counteract the pressure, overlap the cut, eliminate the peaks and valleys.
II. Read the text again, find in it the information about the following questions, and answer them using the topical words and phrases:
1. What is important to cut efficiently?
2. What part of the cutting tool can be of different shapes?
TEXT B
Геометрические параметры режущей части инструментов
Отделение срезаемого слоя металла производится режущим лезвием инструмента. Режущая часть инструмента ограничивается рабочими поверхностями, которые в зависимости от расположения относительно обрабатываемого изделия имеют определенные названия. Разные инструменты имеют различную форму зажимной и режущей частей, однако их режущие части имеют общее устройство и ограничиваются рабочими поверхностями, присущими режущей части любого инструмента. Обычно режущая часть имеет одну переднюю и несколько задних поверхностей.
Составные части и рабочие поверхности инструментов
1 – передняя поверхность, 2 – главная задняя поверхность, 3 – вспомогательная задняя поверхность, 4 – главная режущая кромка, 5 – вспомогательная режущая кромка, 6 – вершина режущего лезвия.
На рисунке показаны рабочие поверхности и режущие кромки режущих частей: а – токарного резца, б – долбежного резца, в – спирального сверла, г – слесарного зубила, д – зерен абразивного инструмента.
Передней поверхностью (1) называется поверхность, по которой сходит образующаяся в процессе резания стружка.
Главной задней поверхностью (2) называется поверхность, обращенная к поверхности резания.
Вспомогательной задней поверхностью (3) называется поверхность, обращенная к обработанной поверхности.
Ребро, которое образуется в результате пересечения передней и главной задней поверхности, называется главной режущей кромкой (4). Пересечением передней поверхности с вспомогательной задней поверхностью образуется вспомогательная режущая кромка (5).
Точка пересечения главной (4) и вспомогательной (5) режущих кромок называется вершиной (6) режущего лезвия (резца, режущего зуба).
Для обеспечения эффективной работы режущего инструмента поверхности его режущего лезвия должны располагаться определенным образом относительно направления движения резания.
Для рассмотрения геометрических параметров режущей части инструмента устанавливаются системы координатных плоскостей и сами координатные плоскости: плоскость резания и основная плоскость. Для контроля режущего инструмента применяется инструментальная система координат с началом в вершине лезвия, ориентированная относительно геометрических элементов режущего инструмента, принятых за базу.
Статическая система координат – прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания.
Кинематическая система координат – прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания.
Дата добавления: 2016-04-22; просмотров: 832;