Наполнение библиотеки пользователя данными из техпроцесса.
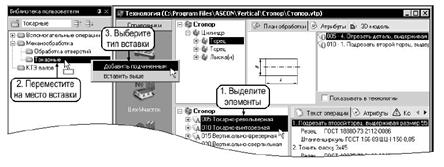
Рисунок 4 Копирование типового блока в библиотеку пользователя из индивидуального ТП
Алгоритм действий пользователя следующий:
- В окне техпроцесса выделите элементы, копируемые (перемещаемые) в библиотеку пользователя. Можно выделить группу элементов.
- Установите курсор мыши на выделенных элементах, нажмите левую кнопку мыши и, не отпуская кнопки, переместите курсор на место вставки элементов в Библиотеку пользователя.
- Отпустите кнопку мыши. В автоматически открывшемся контекстном меню, которое содержит пункты «Добавить выше» и «Добавить подчиненным» выбрать нужный способ вставки.
Копирование данных из библиотеки пользователя в проектируемый техпроцесс.
Перемещение и копирование данных из библиотеки пользователя в техпроцесс проводится в порядке, аналогичном наполнению библиотеки, используется функция «drag&drop». Выделенные элементы в библиотеке пользователя требуется скопировать в техпроцесс.
Пример типового блока:
наименование операции – Токарно-револьверная;
текст перехода – Подрезать второй торец, выдерживая размер 55
инструмент – резец ГОСТ 18380-73 2112-0086; штангенциркуль ГОСТ166-89 ШЦ-1-150-0,05
 |
Данная методика применяется наряду с методом прямого проектирования в тех случаях, когда разработка типовых процессов либо не выполнена, либо нецелесообразна из-за большой трудоемкости.
Методика проектирования на основе анализа унифицированного ТП
Общие моменты
Методика анализа исходит из того, что структура индивидуального ТП не создается заново, а определяется в соответствии с составом и структурой одного из унифицированных ТП (типового, группового), либо ТП аналога (аналогов) на основе анализа необходимости вхождения в индивидуальный ТП каждой операции и технологического перехода, с последовательным уточнением всех решений сверху-вниз. Таким образом, метод воплощает идею “от общего к частному”.
Использованию данного метода для проектирования индивидуального ТП на основе типового ТП предшествует подготовительная работа:
1. Из множества деталей заводской номенклатуры выбираются группы, имеющие общие признаки, позволяющие их типизировать (идея типизации была высказана А.А.Соколовским) по форме, размерам, точности и д.р..
2. Из фрагментов технологических маршрутов обработки деталей, отнесенных к одному типу, формируется типовой ТП.
3. В соответствии с классификатором деталей определяется конструкторско-технологический код типовому ТП.
4. Типовой ТП помещается в архив типовых ТП.
Конечная цель классификации – установление принадлежности детали к определенному типу с определенным набором поверхностей и определенными параметрами.
В ходе текущего проектирования определяется принадлежность вновь поступившей детали к тому или иному типу путем сопоставления конструкторско-технологического кода детали и кода типа.
Использованию метода анализа в случае проектирования индивидуального ТП на основе группового ТП (групповой метод был предложен С.П.Митрофановым) предшествуют этапы разработки группового ТП.
Из множества деталей заводской номенклатуры выбираются группы, имеющие общие признаки – для их изготовления может быть определено одинаковое оборудование и оснащение для выполнения всех или отдельных операций. В результате формируется обобщенная модель (комплексная деталь). Конечная цель классификации - выявление избыточного ТП получения комплексной детали содержащего операции и переходы обработки всех деталей группы в том числе и поступившей.
В ходе текущего проектирования определяется комплексная деталь путем сопоставления конструкторско-технологического кода детали и кода комплексных деталей, информация о которых хранится в архиве. Технолог задает критерии выбора типового или группового ТП, или сам определяет унифицированный ТП по каталогу в архиве.
Далее выполняется анализ с целью корректировки структуры выявленного ТП: анализируется необходимость включения в индивидуальный ТП каждой операции, перехода. Для этого каждой операции и переходу унифицированного ТП соответствует логическая функция, учитывающая геометрические особенности поверхности и ее расположения, качество поверхности, габариты детали и т.д..
Затем выполняется параметрическая настройка: конкретизируется до обозначения оборудования, оснастки, расчеты режимов резания, норм времени, размерных характеристик и т.д.
Доработка отобранного типового/группового ТП заключается в исключении операций и переходов, соответствующих поверхностям детали, которые образуют комплексную деталь и отсутствуют в данной, для которой создается ТП. Эти действия могут осуществляться вручную или автоматически, в зависимости от уровня системы.
Дата добавления: 2016-04-14; просмотров: 1019;