СОЗДАНИЕ СТАНКОВ ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ
Задача механизации процесса резания металла была решена к концу XVIII в. До того на разных видах оборудования применяли отдельные элементы: подвижный суппорт, перемещаемый ходовым винтом, сменные шестерни для получения различных величин подач при одном эталонном ходовом квинте, несколько видов задних бабок с центрами, системы крепления детали в патроне и т. д. Для создания универсального токарного станка необходимо было удачно объединить эти элементы в единое целое.
Такое решение было предложено Генри Модели, который, совершенствуя предыдущие образцы, создал универсальный токарный станок. Он явился родоначальником школы машиностроителей. Им и его последователями на основе универсального токарного станка был создан ряд станков различного назначения, сыгравших большую роль в развитии английского машиностроения.
Г. Модсли был выходцем из небогатой семьи и не получил систематического образования. Работая на различных промышленных предприятиях, включая известный тогда Вулвичский арсенал, он ознакомился со многими видами станков и стал кузнецом, токарем, механиком, а позже и чертежником. Начало его творческой деятельности связано с работой на заводе Дж. Брамы, где изготавливались различные металлические изделия, в том числе весьма совершенные замки конструкции Брамы.
Работая у Брамы, Модсли создал в 1794 г. конструкцию подвижного суппорта. Конструкция этого суппорта (каретки) сначала была несовершенна. Позже модернизированная каретка представляла собой резцедержатель, который закреплялся на одной из направляющих в любом месте зоны обработки и мог перемещаться с помощью двух винтов в продольном и поперечном направлениях на ограниченное расстояние.
Уйдя от Брамы, Модсли основал собственную мастерскую и в 1798 г. создал суппорт токарного станка, значительно улучшив первый вариант. Этот станок явился важной вехой в развитии станкостроения. Направляющие станка были F-образной формы. Чтобы изменить величину подачи для нарезания резьбы, заменяли ходовой винт, помещенный на одной из направляющих; подвижной люнет и задний центр располагались на второй направляющей.
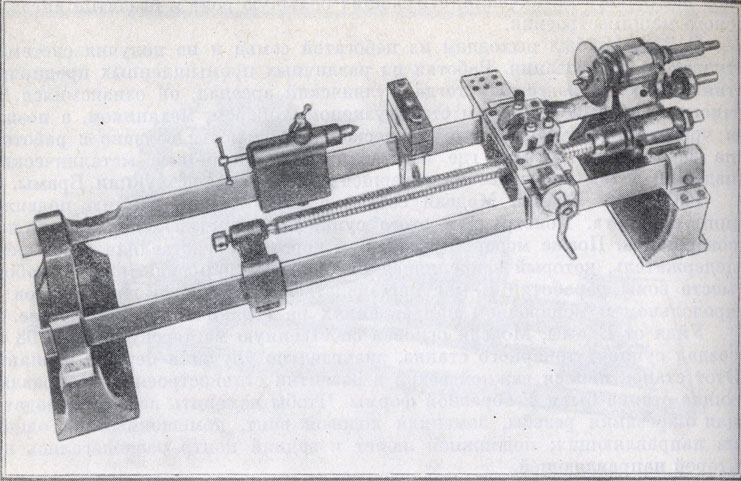
Токарный станок Г. Модсли (1798 г.)
В 1800 г. Г. Модсли усовершенствовал этот станок, добавив сменные шестерни (их было 28 с числом зубьев от 15 до 50), станина стала более мощной, направляющие - плоскими, ходовой винт помещался между направляющими и был закреплен в подшипниках на станине. Чтобы получить идеальную плоскость направляющих, Модели притирал одну к другой 3-4 плоские поверхности. Точность притирки была такой высокой, что разнять поверхности можно было только сдвиганием.
В третьем станке Г. Модсли комбинировал плоскую направляющую с У-образной. Внешний вид этих станков был совершенно схож с современными (только шпиндель у них был помещен справа, а не слева, как на станках более ранних и всех последующих типов). На этих станках могли обрабатываться детали от 3 дюймов до 3 футов, так как задняя бабка могла передвигаться. Использовались станки в основном для нарезания резьб.
Заслугой Г. Модсли является не только то, что он создал модель станка, удобную для эксплуатации и настолько удачно скомпонованную, что при небольших доработках токарный станок принял вполне современный вид. Важно, что изобретатель понял необходимость всемерной унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Г. Модели начал выпускать наборы метчиков и плашек для нарезки резьб. До этого одинаковые винтовые пары метили, так как нельзя было обеспечить взаимозаменяемость деталей хотя производство винтов и гаек промышленным способом в Англии существовало с 1792 г.
Помимо массового производства станков и других машин, Модсли выпускал и различные уникальные изделия. К ним относятся: микрометр «Лорд Канцлер»; винт 5 футов длины и диаметром 2 дюйма, резьба которого насчитывала 50 ниток на дюйм, причем по винту передвигалась гайка 12 дюймов длиной, т. е. с 600 витками резьбы; другой винт, латунный, который при длине 7 футов имел отклонение от расчетного размера лишь в 1/16 дюйма, т. е. ошибка на зуб составляла примерно 0,002 дюйма. Он построил оборудование для мастерской М. Брюнеля, который решил выпускать блоки бегущего такелажа для английского флота. Этот вид продукции требовался в массовом количестве (для 74-пушечного фрегата требовалось около 1400 блоков различной величины). Брюнель долго не мог найти механика, который построил бы сначала действующие модели, а затем и само оборудование. Он обратился к Модели. В сентябре 1808 г. было изготовлено 44 станка и различных приспособлений. Двигатель для всей системы был один, паровой в 32 л. с. Для производства 160 тыс. блоков в год было нанято только 10 неквалифицированных рабочих, тогда как для выполнения такой работы требовалось ранее 110 квалифицированных рабочих.
Одним из учеников и продолжателей дела Г. Модсли был Р. Робертс. Сначала он работал на заводе Вилкинсона, потом токарем и механиком у Модели в течение двух лет, а затем основал свое дело в Манчестере. Роберте улучшил токарный станок, расположил ходовой винт перед станиной (как и сейчас), добавил зубчатый перебор, ручки управления вынес ни переднюю часть станка таким образом, что включение передачи, переключение и реверсирование осуществлялись очень просто. Станок использовали не только для нанесения резьб, но и для точения. Этот станок работал до 1909 г., на нем могли обрабатываться детали до 6 футов длиной и до 19 дюймов диаметром.
В 1817 г. Р. Робертс построил продольно-строгальный станок с ручным приводом. Заметим, кстати, что в довольно большом цехе Робертса в 1821 г., в котором было около дюжины станков, не было никакого двигателя и он нанимал трех человек, чтобы они приводили станки в движение вручную.
Другой выдающийся механик Д. Клемент, работавший около года у Брамы, после его смерти перешел к Модели руководителем чертежников, а в 1817 г. тоже основал собственное дело. Продолжая принцип стандартизации резьб в нитках на дюйм, который начал проводить в жизнь Модели, Клемент усовершенствовал метчик, нарезав на нем желобы на специальном приспособлении своей конструкции. В таком виде метчики используются до настоящего времени.
В 1827 г. Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости подачи от периферии к центру патрона скорость резания будет падать. Чтобы компенсировать это изменение, необходимо увеличивать скорость подачи или вращения. Клемент создал систему увеличения скорости, использовав схему фузеи, как в часовом механизме. Принципиально отличную от этой систему - электрического регулирования - удалось создать только в 1897 г. Станок Клемента состоял из двух частей, передняя бабка с планшайбой была отделена от станины с системой поперечной автоматической подачи. Деталь крепилась на планшайбе четырьмя радиальными винтами. За этот станок Клемент получил Золотую медаль Общества науки и ремесла.
В 1830 г. Д. Фокс, чтобы не снижать точность ходового винта вследствие срабатывания его в процессе точения, ввел в конструкцию токарного станка рейку для подачи суппорта, сохранив ходовой винт, который теперь использовали только при нарезании резьбы. Длина станка была 22 фута, на нем могли обрабатываться детали до 27 дюймов диаметром. Станки Фокса экспортировались в Германию, Францию, Польшу.
Изобретением автоматической подачи (Д. Витворт, 1835 г.) в поперечном направлении, которая была связана с механизмом продольной подачи, было завершено принципиальное совершенствование токарного оборудования.
Д. Витворт, долгое время работавший в мастерской Г. Модели, а затем - у Д. Клемента, начал выпускать существенно модернизированные станки на своей фабрике в Манчестере. Совершенствуя стандартизацию винтов, Д. Витворт ввел в дополнение к числу ниток на дюйм еще и ограничение глубины и формы зубьев (55% наклона). С 1841-1866 гг. резьба Витворта стандартизируется во всей Англии.
Крупная машинная индустрия Англии потребляла большое количество металла, что вызывало рост объема подлежащего обработке металла. Возникла необходимость увеличения числа металлообрабатывающих станков. Однако промышленный выпуск такого оборудования приводил к противоречию между методами его изготовления и целями его выпуска, ибо станки, предназначенные для механизации производства, выпускались еще вручную. Это противоречие могло быть разрешено созданием таких станков, которые были в состоянии механизировать обработку всех видов поверхностей, которые практически встречаются при конструировании машин. Примером такого решения служит, например, создание продольно-строгальных станков, применявшихся для обработки деталей, - типа направляющих токарных станков. Таким образом, начало промышленного производства одного вида металлообрабатывающего оборудования влекло за собой создание других типов станков промышленного назначения. В первой половине XIX в. в Англии были созданы лоботокарные, токарно-карусельные, фрезерные, продольно- и поперечно-строгальные, сверлильные (включая радиально-сверлильные), резьбонарезные станки, паровой молот и другие машины.
История металлорежущих станков показывает, что многие из них создавались на основе заимствования опыта изготовления усовершенствованного токарного станка. Суппорт, как отмечал К. Маркс, «скоро был превращен в автоматический механизм и в модифицированной форме перенесен с токарного станка, для которого он первоначально предназначался, на другие машиностроительные машины» (Маркс К., Энгельс Ф. Соч., т. 23, с. 396).
Наиболее наглядно это можно показать на примере группы фрезерных станков. Первые их прототипы использовались французскими часовыми мастерами с конца XVII в. Описание станка дано в работе французского инженера и космографа Н. Биона, опубликованной в 1709 г. Описания несколько более совершенных вариантов подобного станка встречаются и позднее - в упомянутой книге Ф. Берту (1763 г.), у Я. Леупольда (1724 г.), А. К. Нартова (1742 г.). В 1782 г. Вокансон использовал фрезерный станок, фреза которого походила на круглый напильник. Однако эти типы станков не получили распространения.
Наиболее примечательны фрезерные станки, появившиеся в первых десятилетиях XIX в. Изобретение этого станка приписывают нескольким лицам, по-видимому, пришедшим к одной идее самостоятельно. Первые типы фрезерных станков (Э. Уитни, 1820 г.; Д. Несмит, 1830 г.) являлись специализированными токарными станками с несколько измененной схемой обработки: режущий инструмент (фреза) вставлялся в патрон, а детали крепились на месте каретки. Оба станка имели только поперечную подачу. Станок Несмита был более совершенным - деталь крепилась на оправке с приспособлением для поворота ее на 60 град, фреза охлаждалась водой.
Несколько позже этот тип оборудования подвергся переработке и совершенствованию в США. В 1835-1840 гг. фирмой «Гей энд Сильвер» и в 1847 г. механиком Хоу спроектированы несколько типов фрезерных станков. В 1855 г. в США был организован массовый выпуск фрезерных станков типа Линкольн, позднее ставших хорошо известными и широко распространенными и за пределами США. Станки этого типа имели уже вполне сформировавшийся вид станка фрезерной группы. Первый универсальный фрезерный станок с механической продольной и поперечной подачами, существенно отличающийся от своих предшественников, сконструирован Брауном.
Изобретение нескольких важных типов металлообрабатывающих машин связано с именем одного из последователей Г. Модели - Д. Несмита. В отличие от. других учеников Модели он получил хорошее образование и стал известен не только своими изобретениями, но и работой по популяризации технических знаний. В частности, он написал вступление к исправленной и дополненной книге Р. Буханана, вышедшей в первом десятилетии XIX в. и выдержавшей пять изданий. Эта книга-справочник долгое время являлась основным учебником по металлообработке [5]. Наиболее крупной работой Д. Несмита было создание парового молота.
Для обработки больших плоскостей (в частности, направляющих токарных станков) в Англии использовали продольно-строгальные станки. Их изобрели одновременно Фокс и Мюррей в 1814 г. Однако чертежи этих станков не сохранились. В 1817 г. Р. Роберте спроектировал строгальный станок с ручным приводом. В 1825 г. Д. Клемент предложил несколько модернизированный его вариант. Полностью механизированный строгальный станок изготовил в 1842 г. Д. Витворт (по патенту 1835 г.).
Дата добавления: 2016-04-11; просмотров: 1327;