Опишіть технологію зварювання та наплавлення деталей у середовищі вуглекислого газу (СО2).
Наибольшее распространение при восстановлении деталей подвижного состава получили сварка и наплавка в среде углекислого газа (СО2) – сварка плавящимся электродом (проволокой) с защитой сварочной ванны от воздуха углекислым газом. Такой способ является самым дешевым при сварке углеродистых и низколегированных сталей. Поэтому по объему производства он занимает одно из первых мест среди механизированных способов сварки плавлением.
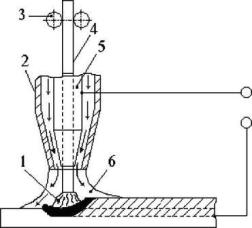
При сварке (наплавке) в среде углекислого газа (рис. 5.3) из сопла горелки 2, охватывающей
| Рис. 5.3. Дуговая сварка в защитном газе плавящимся электродом: 1 – электрическая дуга; 2 – газовое сопло; 3– подающие ролики; 4 – электродная проволока; 5 – токоподводящий мундштук; 6 – защитный газ |
|
поступающую в зону горения дуги электродную проволоку 4, вытекает струя защитного газа 6, оттесняет воздух из сварочной ванны.
Однако в процессе сварки углекислый газ под действием высоких температур диссоциирует:
2СО2<=>2СО+О2. Поэтому сварка идет не в чистом углекислом газе, а в смеси газов СО2, СО и О2. В этом случае обеспечивается практически полная защита расплавленного металла от азота воздуха, но сохраняется почти такой же окислительный характер газовой смеси, каким он был бы при сварке голой проволокой без защиты от атмосферы воздуха.
Следовательно, при сварке и наплавке в среде СО2 необходимо предусматривать меры по раскислению наплавляемого металла.
Эта задача решается использованием сварочных проволок диаметром 0,8–2 мм, в состав которых входят элементы раскислители. Чаще всего это кремний (0,6–1,0%) и марганец (1–2%). При наличии таких компонентов раскисление окислов железа происходит по реакциям 2 FeO + Si ―> SiO2 + 2Fe и FeО + Mn ―> MnO + Fe.
Образующиеся в процессе раскиcления окислы кремния и марганца всплывают на поверхность сварочной ванны и после кристаллизации металла удаляются.
Наибольшее распространение при сварке в среде СО2 нашли электродные проволоки Св-08ГС, СВ-10ГС, Св-08Г2С, Св-18ХГС и др. *
Кроме проволок сплошного сечения, часто используются порошковые проволоки типа ПП-АН4, ПП-АН5, ПП-АН8, ПП-3Х2В8Т и др. **
Если в сварочной проволоке нет достаточного количества раскислителей, то сварка сопровождается большим разбрызгиванием металла, наличием в нем пор после кристаллизации, большой вероятностью образования трещин в наплавленном слое. Сварка в среде СО2 имеет целый ряд преимуществ: минимальную зону структурных изменений металла при высокой степени концентрации дуги и плотности тока; большую степень защиты сварочной ванны от воздействия внешней среды; существенную производительность; возможность наблюдения за формированием шва; возможность сваривать металл различной толщины (от десятых долей до десятков миллиметров), производить сварку в различных пространственных положениях, механизировать, автоматизировать технологический процесс; незначительную чувствительность к ржавчине и другим загрязнителям основного металла.
Однако при выборе данного способа сварки и наплавки необходимо иметь ввиду и его недостатки: сильное разбрызгивание металла при токе больше 500 А, что требует постоянной защиты и очистки сопла горелки; интенсивное излучение открытой мощной дуги, требующее защиты сварщика; необходимость охлаждения горелки при значительных токах; осуществление сварки практически только на постоянном токе; наличие специальной проволоки.
41. Висвітлить особливості аргонно-дугового зварювання та наплавлення.Аргон обеспечивает более надежную защиту расплавленного металла от воздействия кислорода и азота, чем углекислый газ. Это позволяет восстанавливать детали из трудно свариваемых материалов (чаще всего из Al и его сплавов) трудность заключается в наличии плотной, механически прочной, тугоплавкой пленки, температура плавления которой около 2000º С, в то время как температура плавления алюминия - 660º С.
Сварочные материалы: вольфрамовые электроды, присадочные материалы и газ аргон.
Вольфрамовые электроды не должны касаться поверхности детали и иметь высокую механическую прочность.
Температура плавления этих электродов 3300º С. Изготавливают из порошка прессованием, спеканием и проковкой.
Марка электродов ВТ-15. В них присутствует добавка двуокиси тория до 2%.
Присадочный материал может быть проволока, пруток или полоса из того же материала, что и свариваемый металл.
Сварку лучше производить в нижнем положении, так как аргон тяжелее воздуха.
Аргон поставляется в баллонах под давлением 15 МПа.
Оборудование: специальная установка УДГ-301. В ней используются горелки с водяным и естественным охлаждением.
Режимы и техника сварки: диаметр электрода; сила сварочного тока; расход аргона; напряжение выбирают в зависимости от толщины свариваемого металла.
Сварку выполняют наклонной горелкой углом вперед (70…80º).
Присадочная проволока подается под углом 10…30º.
Дуга возбуждается замыканием электрода и металла угольным стержнем или кратковременным разрядом высокой частоты. После окончания сварки дугу обрывают постепенно для заварки кратера растяжением дуги и при автоматической сварке плавным уменьшением силы тока.
Дата добавления: 2016-04-11; просмотров: 1341;