Организация работы овощного цеха.
Овощные цехи организуют на предприятиях большой и средней мощности.
Овощной цех размещается, как правило, в той части предприятия, где находится овощная камера, чтобы транспортировать сырье, минуя общие производственные коридоры. Цех должен иметь удобную связь с холодным и горячим цехами, в которых завершается выпуск готовой продукции.
 Ассортимент и количество вырабатываемых цехом полуфабрикатов зависят от производственной программы предприятия и его мощности.
Ассортимент и количество вырабатываемых цехом полуфабрикатов зависят от производственной программы предприятия и его мощности.
Технологический процесс обработки овощей состоит из сортировки, мытья, очистки, дочистки после механической очистки, промывания, нарезки.
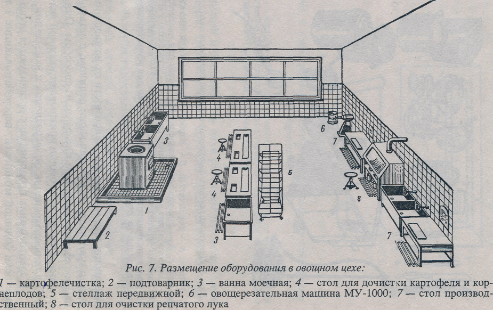
Оборудование для овощного цеха подбирают по Нормам оснащения в зависимости от типа и мощности предприятия. Основным оборудованием овощного цеха являются картофелечистки МОК-125, МОК-250, МОК-400, овощерезательная машина МУ-1000 или универсальная овощерезка МРО-50-200, а также немеханическое оборудование (производственные столы, столы для дочистки картофеля, моечные ванны, подтоварники для овощей (рис. 7).
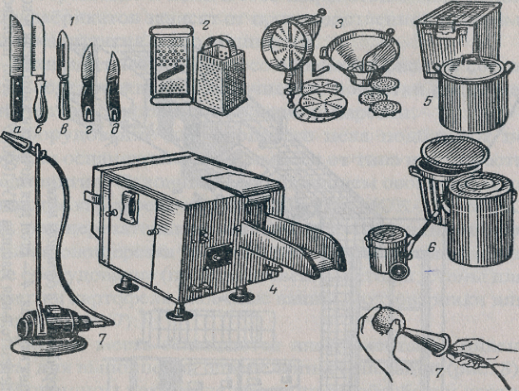
Рабочие места оснащаются инструментами, инвентарем для выполнения определенных операций (рис. 2).
В овощном цехе выделяют линию обработки картофеля и корнеплодов и линию обработки свежей капусты и других овощей и зелени. Оборудование ставится по ходу технологического процесса.
На линии обработки картофеля и корнеплодов ставят моечную ванну, картофелечистку. После машинной очистки производят ручную дочистку на специальных столах (рис. 9). Крышка стола имеет углубление, в которое помещают очищенные овощи, и два отверстия: слева — для очищенных овощей, справа — для отходов. После дочистки картофель помещают в ванну с водой и хранят не более 2—3 ч.
Очистка репчатого лука, чеснока осуществляется на специальных столах с вытяжным устройством.
На линии обработки капусты, зелени устанавливают производственные столы, моечные ванны. Очищенные овощи промывают и в зависимости от назначения используют часть из них для варки целиком, а остальные нарезают машинным или ручным способом. Очищенные и нарезанные овощи прикрывают влажной тканью для предохранения от загрязнения и высыхания. В заготовочных предприятиях организуются овощные цехи большой мощности, перерабатывающие 1т овощей и больше. Эти цехи работают на основе договоров, заключаемых с другими предприятиями общественного питания.
Технические условия и технологические инструкции предусматривают изготовление полуфабрикатов: очищенного сульфитированного картофеля, не темнеющего на воздухе; капусты свежей белокочанной зачищенной, моркови, свеклы, лука репчатого очищенного.
Технологический процесс обработки овощей в крупных овощных цехах такой же, как в цехах средней и малой мощности, только он больше механизируется.
В овощном цехе крупного заготовочного предприятия для ускорения процесса обработки овощей устанавливают две технологические линии: механизированная поточная линия обработки картофеля (ПЛСК-63) и линия обработки корнеплодов (моркови, свеклы) ЛМО.
На линии обработки картофеля используется оборудование, обеспечивающее непрерывный производственный процесс: наклонные транспортеры, вибромоечная машина, картофелечистка непрерывного действия КНА-600М, конвейер инспекции и дочистки, машина для сульфитации, весы автоматические (рис. 10).
На этой линии калиброванный картофель подается в вибромоечную машину, проходит камнеловушку, очищается на картофелеочистительной машине, поступает на конвейер инспекции и дочистки, затем попадает в машину для сульфитации и на весовой дозатор. Дочистку картофеля производят вручную коренчатыми или желобковыми ножами. Конвейер комплектуется специальными стульями для коренщиц.
Сульфитация картофеля производится 0,5—1 %-ным раствором бисульфита натрия в течение 5 мин. Обработанный таким образом картофель может храниться, не темнея на воздухе, в течение 48 ч при температуре 2—7° (или 24 ч при температуре 15—16 °С).
Отходы от механической обработки картофеля (мезга с водой) идут в крахмальное отделение для получения крахмала.
Поточная линия ЛМО имеет производительность 300—500 кг/ч. Отличительной особенностью технологического процесса является то, что после мытья корнеплодов они подвергаются термическому обжигу в печи при температуре 1000 °С, а затем производится смывание кожицы с поверхности корнеплодов в душевых устройствах.
Остальные производственные процессы (дочистка, взвешивание, затаривание) осуществляются на рабочих местах так же, как и на линии ПЛСК-63, исключая процесс сульфитации.
Обработка репчатого лука на линии ЛМО начинается с обжига, затем технологический процесс осуществляется аналогично описанному выше. В овощных цехах, где не используется линия ЛМО, репчатый лук обрабатывают вручную. Для каждого работника организуется рабочее место, оборудованное специальным столом с вытяжкой.
Изготовленные овощные полуфабрикаты укладывают в тару, маркируют и отправляют в экспедицию.
Рис. 2. Производственный инвентарь и тара овощного цеха:
1 — ножи: а — коренчатый, б — карбовочный, в — для чистки овощей; г, д — для удаления глазков; 2 — терки для овощей; 3 — приспособления для протирания овощей; 4 — устройство УНЗ для нарезки зеленого лука, укропа, сельдерея; 5 — контейнеры для хранения очищенных овощей; 6 — бачки для сбора отходов с тележкой для их перевозки
Дата добавления: 2016-04-11; просмотров: 3957;