Определение требуемого натяга и выбор посадки
Целью расчета соединений с натягом является определение величины требуемого натяга и выбора по нему стандартной посадки.
Значение этих параметров зависит от требуемого контактного давления р на посадочной поверхности. Это давление должно быть таким, чтобы сила трения на указанной поверхности, оказалась больше внешних сдвигающих сил и моментов. Определим величину этого давления, исходя из условия его равномерного распределения по контактной поверхности, для наиболее распространенных случаев (рисунок 2.20):
а) соединение нагружено осевой силой.
Условие отсутствия сдвига вала относительно втулки

| (2.75) |
где К = 2 ÷ 4 – коэффициент запаса сцепления.
Сила трения в контакте
 , ,
| (2.76) |
где d – посадочный диаметр; f – коэффициент трения; l – длина посадочной поверхности.
Отсюда
 , ,
| (2.77) |
б) соединение нагружено крутящим моментом
Условие отсутствия сдвига деталей
 , ,
| (2.78) |
где момент трения
 . .
| (2.79) |
Откуда
| (2.80) |
в) соединение одновременно нагружено осевой силой и моментом (рисунок 2.20)
В этом случае векторы сдвигающей силы и крутящего момента взаимно перпендикулярны. Поэтому

| (2.81) |
Откуда

| (2.82) |
При сборке запрессовкой для стальных и чугунных деталей коэффициент трения f = 0,07, при температурной сборке f = 0,14. При сборке стальных и бронзовых деталей те же самые коэффициенты соответственно равны 0,05 и 0,07.
Используя известное решением задачи о напряжениях и деформациях в толстостенных полых цилиндрах (задача Ляме), приведенном в курсе сопротивления материалов, можно определить расчетный натяг

| (2.83) |
где С1 и С2 – коэффициенты жесткости
 и и 
| (2.84) |
В этих уравнениях: d1 – диаметр отверстия охватываемой детали; d2 – наружный диаметр охватывающей детали (рисунок 2.21); Е1 и Е2, μ1 и μ2– модули упругости и коэффициенты Пуассона материалов вала и ступицы: для стали Е = 2,1∙105 МПа и μ = 0,3; для бронзы Е = 0,98∙105 МПа и μ = 0,35.
При сборке деталей запрессовкой микронеровности посадочных поверхностей частично срезаются и сглаживаются, что приводит к уменьшению натяга. Для учета влияния этого фактора вводят поправку u на обмятие микронеровностей
 , ,
| (2.85) |
где Ra1 и Ra2 – шероховатость посадочных поверхностей (3,2; 1,6; 0,8; 0,4 мкм и т. п.).
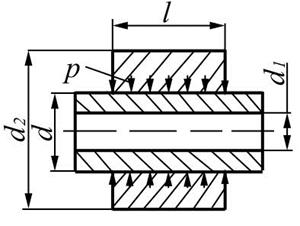
Рисунок 2.21 – Схема соединения с натягом
Для учета влияния температурного фактора вводят поправку на температурную деформацию
 , ,
| (2.86) |
где t1 и t2 – температура деталей соединения в процессе работы, 0С; α1 и α2 - температурные коэффициенты линейного расширения материала деталей (для стали α = 12∙10-6 0С-1).
При частоте вращения соединения больше 1000 мин-1 также необходима поправка для учета влияния центробежных сил
 , ,
| (2.87) |
где ρ – плотность материала втулки, (кг/м3); ω – угловая скорость, с-1.
С учетом влияния этих факторов действительный натяг находят по формуле
 , ,
| (2.88) |
По этому значению подбирают стандартную посадку, у которой минимальный натяг

| (2.89) |
При этом рекомендуется выбирать предпочтительные посадки: H7/p6; H7/r6; H7/s6 и т. п.
Дата добавления: 2016-04-11; просмотров: 920;