Организация сварочно-монтажных работ при ручной дуговой сварке
Сварку трубопроводов в непрерывную нитку выполняют из двух- или трехтрубных секций, а в отдельных случаях – из одиночных труб. Сварку неповоротных стыков труб можно осуществлять при различных схемах организации работ на трассе.
Наиболее простым вариантом является сварка одним – двумя сварщиками, которые выполняют все слои шва. Такой метод целесообразно выполнять при сварке единых стыков, например при сварке захлестов, врезке катушек и т.д. Возможно применение такого варианта сварки при строительстве трубопровода из труб малого диаметра при ограниченном объеме работ.
Линейные работы целесообразно выполнять поточно-расчлененным способом. При этом способе темп наращивания трубопровода определяется в основном числом стыков, собранных и сваренных первым слоем шва. В зависимости времени сборки и сварки корневого слоя шва темп сварочно-монтажных работ будет изменяться, как изображено на графике ниже, где различные кривые характеризуют различную продолжительность перехода головного звена к следующему стыку, центровки и подготовки одного стык: 1¸10 мин; 2¸7 мин; 3¸5 мин.
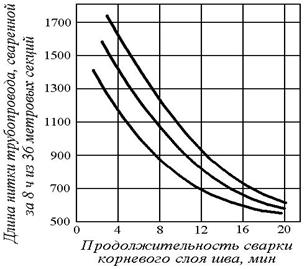
Рис.11.18. Зависимость темпа сварочно-монтажных работ от
продолжительности сварки корневого слоя одного стыка
при поточных методах сварки
При сварке трубопроводов малого диаметра (до 529 мм) обычно применяют поточный метод сварки с неглубоким расчленением операций. В этом случае бригада делится на два звена: первое – сваривает корневой слой шва; второе – последующие.
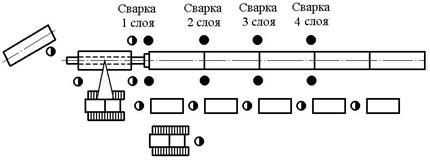
Рис.11.19. Схема расстановки оборудования, сварщиков (  ) и сборщиков (
) и сборщиков (  ) при поточно-расчлененном методе сварки малой бригадой
) при поточно-расчлененном методе сварки малой бригадой
Более глубокое расчленение операций предполагает, чтобы при сварке трубопроводов диаметр выше 529 мм бригада состояла из нескольких звеньев, число которых равно числу слоев шва. При такой схеме каждое звено сваривает свой слой шва и темп сварки может быть достигнут довольно высокий. Например, при сварке трубопровода диаметром 1220 мм бригадой в составе 18 человек, в том числе 8 сварщиков, темп сооружения трубопровода составит 14 стыков в смену. Схема расстановки оборудования и сварщиков изображена на рис. Выше.
Для выполнения сварочно-монтажных работ при сооружении трубопроводов больших диаметров с высоким темпом применяют скоростные поточные методы строительства укрупненными бригадами. Эти методы основаны на глубоком расчленении операций и сокращении времени сварки корневого слоя шва за счет применения высокоскоростных электродов газозащитного типа.
При организации строительства поточно-скоростными методами сварочно-монтажная бригада должна состоять из следующих звеньев или групп: звена подготовительных работ, головной группы электросварщиков, звена электросварщиков по заполнению разделки стыка, звена электросварщиков по выполнению облицовочного слоя шва.
В зависимости от организации работ головной группы электросварщиков существует две разновидности поточных методов сварки:
поточно-групповой метод (ПГМ), при котором головная группа выполняет корневой слой шва и «горячий» проход электродами целлюлозного типа;
поточно-расчлененный метод (ПРМ) сварки, при котором головная группа состоит из двух звеньев электросварщиков, одно из которых выполняет корневой слой шва, а второе – «горячий» проход электродами целлюлозного типа.
При сварке заполняющих и облицовочного слоев шва можно использовать следующие две схемы организации работ сварщиков:
указанные слои шва выполняют несколько пар сварщиков, каждая из которых работает на своем стыке, выполняя его до конца;
каждый электросварщик сваривает на каждом стыке только свой сектор данного слоя шва и, закончив работу, сразу же переходит на следующий стык.
При поточных методах строительства укрупненными бригадами перечисленные выше звенья или группы выполняют следующие функции.
Звено подготовительных работ при ПГМ состоит из пяти человек (машинист крана-трубоукладчика, слесарь-трубоукладчик, такелажник, газорезчик и машинист передвижной электростанции) и выполняет отбор секций труб (по геометрическому принципу) и подготовку труб к сварке.
При ПРМ состав звена увеличивается по сравнению с ПГМ на одного человека (такелажник) и помимо функций, выполняемых при ПГМ, звено осуществляет предварительный подогрев концов труб, протаскивание внутрь секции штанги центратора, перемещение подготовленной секции к месту сборки.
Головная группа при ПГМ состоит, как правило, из 10 человек (бригадир, машинист крана-трубоукладчика, машинист сварочного агрегата, бульдозерист, четыре электросварщика) и выполняют следующие работы: подвоз очередной секции трубы и установку ее на центраторе, предварительный подогрев, центровку стыка и установку зазора, сварку, зачистку корневого слоя шва, сварку горячего прохода, перемещение внутреннего центратора и оборудования к месту сборки и сварки следующего стыка.
Шлифовку корневого слоя можно по времени совместить со сваркой корневого слоя шва и горячего прохода, т.е. шлифовку верхней части периметра стыка начинают до окончания сварки корневого слоя шва и заканчивают ее к тому времени, когда электросварщики уже приступили к сварке «горячего» прохода при ПГМ выполняют те же четыре сварщика, что и сварку корневого слоя шва (рис. 11.20). После окончания сварки «горячего» прохода выполняют следующие операции: трубоукладчик принимает секцию вверх, под свободный конец секции подкладывают лежку (или инвентарную опору), секцию плавно опускают, трубоукладчик перемещается за следующей секцией, центратор сжимается и бульдозер перемещает его к следующему стыку.
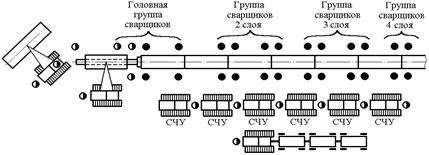
Рис.11.20. Схема расстановки оборудования, сварщиков ( ) и сборщиков (  ) при поточно-расчлененном методе сварки укрупненной бригадой.
) при поточно-расчлененном методе сварки укрупненной бригадой.
Верх подводимой под секцию опоры должен быть расположен так, чтобы плоскость свободного торца секции отстояла от оси опоры на расстояние, соответствующее данным таблице выше. В этом случаи высота подъема свободного торца привариваемой секции не должна превышать значений, приведенных в таблице выше.
При ПРМ в состав головной группы входит еще одно звено из трех- четырех электросварщиков, которые выполняют сварку горячего прохода, и одного- двух машинистов сварочного агрегата. Из объема работ, выполняемых головной группой, исключают предварительный подогрев, который при ПРМ выполняет звено подготовительных робот. Зачистку корневого слоя выполняют во время перехода электросварщиков к следующему стыку и сварки на этом стыке корневого слоя.
После завершения сварки корневого слоя при ПРМ выполняют те же операции, что и при ПГМ после окончания сварки горячего перехода. Число электросварщиков в группах, выполняющие заполняющие и облицовочный слой шва, определяется темпом работы головной группы (tгол) и общим временим сварки данных слоев шва (tзап) одной парой сварщиков. Для достижения синхронной работы всех звеньев число пар электросварщиков:
В = tзап/tгол.
Сварку заполняющих слоев шва целесообразно выполнять при работе на одном стыке двух, трех или четырех сварщиков одновременно.
Дата добавления: 2016-04-06; просмотров: 1505;