ЭКСПЛУАТАЦИЯ И РЕМОНТ ПРОВОДОВ, ТРОСОВ И ИХ СОЕДИНИТЕЛЬНЫХ ЗАЖИМОВ
Для воздушных линий применяются неизолированные провода сталеалюминиевые, алюминиевые, из алюминиевых сплавов и др. По конструкции провода делят на многопроволочные и полые.
Грозозащитные тросы применяются для защиты ВЛ от атмосферных перенапряжений. В качестве грозозащитных тросов используются стальные канаты, стальные и сталеалюминиевые провода.
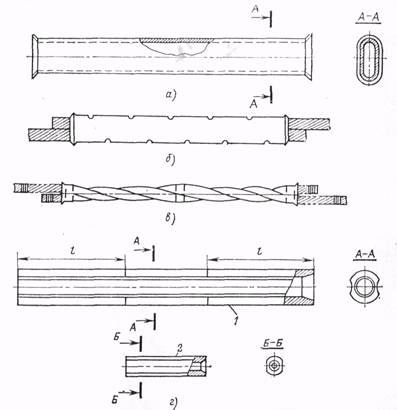
Рис.3. Контактные соединения проводов и тросов:
а- овальный соединительный зажим: б — соединение способом обжатия; в — соединение способом скручивания; г — прессуемый соединительный зажим для сталеалюминиевых проводов; 1 — алюминиевый корпус; 2 — стальная трубка для соединения стальной части провода; l— прессуемый участок корпуса
Концы проводов и тросов в пролетах линий и петлях анкерных опор соединяются при помощи соединительных зажимов. Эти соединения должны противостоять механическим нагрузкам и атмосферным воздействиям так же хорошо, как и провода. В связи с этим контактные соединения проводов и тросов должны иметь механическую прочность не менее 90 % временного сопротивления на разрыв целого провода (или троса). Электрическое переходное сопротивление контактного зажима должно быть примерно равным сопротивлению целого участка провода такой же длины.
Соединения проводов в пролетах ВЛ выполняются при помощи соединительных зажимов, обжатием, скручиванием, опрессовкой (рис.3). Болтовые зажимы для соединения проводов и тросов в пролетах не применяются.
При соединении проводов способом обжатия очищенные от грязи концы проводов смазывают смазкой ЗЭС и вводят внахлестку в соединитель. Обжатие соединителей (рис.3, б) производят монтажными клещами или гидравлическим прессом, например типа МГП-12, развивающим рабочее усилие 12 т.
Соединение проводов способом скручивания овального соединительного зажима (типа СОАС или СОС) выполняют при помощи специального приспособления МИ-190, МИ-230. При этом соединитель с введенным в него проводом скручивается на 2—4,5 оборота. Для соединения стале-алюминиевых проводов применяют соедините™ фасонного сечения (рис. 3, г). После соответствующей подготовки соединяемых концов провода сначала впрессовывается его стальная часть стальной трубкой, а затем алюминиевый корпус надвигается на стальную трубку и опрессовывается. Опрессование производится гидравлическим прессом.
Для защиты контактных зажимов от агрессивных сред в процессе монтажа применяется смазка ЗЭС или технический вазелин, заполняющие свободное пространство между жилами провода и зажимом.
Достаточно надежным способом соединения проводов ВЛ является термитная сварка. Сварка выполняется с применением термитных патронов при помощи специальных сварочных приспособлений, подающих провода навстречу друг другу внутри термитного патрона во время сварки. Сварка происходит благодаря сгоранию термитной массы, поджигаемой термитной спичкой.
Сварные соединения в пролетах проводов ВЛ выполняются совместно с установкой прессуемых соединительных зажимов (рис.4). При таком сочетании сварное соединение создает хороший переходной электрический контакт, а прессуемый соединительный зажим воспринимает механическую нагрузку.
Соединительные зажимы не подвергаются никаким механическим испытаниям. Электрические характеристики их определяют измерением переходного сопротивления. Периодичность контроля переходного сопротивления болтовых зажимов установлена 1 раз и 6 лет. Электрические измерения соединительных зажимов, выполненных обжатием, скруткой, опрессованием и сваркой, во время эксплуатации не производятся.
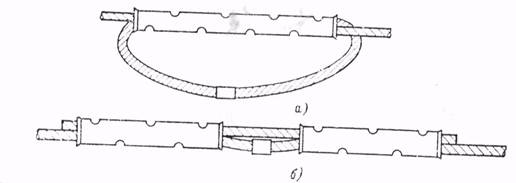
Рис.4. Сварные соединения проводов в пролете ВЛ:
а — в виде петли; б — с шутом
Часто встречающимися в эксплуатации повреждениями проводов п тросов являются частичные обрывы проволок. Если число поврежденных или оборванных проволок не более четырех, их закрепляют бандажами, при большем числе устанавливают ремонтные муфты способом опрессования. При значительном уменьшении площади поперечного сечения (более 34%) поврежденный участок провода или троса вырезается и заменяется новым.
При эксплуатации проводов и тросов ведется наблюдение за стрелами их провеса, которые не должны отличаться более чем на +5 % от проектных.
Для предотвращения коррозии стальных тросов их покрывают антикорозмонными покрытиями.
Дата добавления: 2016-04-06; просмотров: 4183;