Базирующие устройства
Базированием называется процесс ориентирования обрабатываемой заготовки относительно определенных, называемых установочными, поверхностей машины для обеспечения необходимого расположения заготовки при обработке. Заготовки базируются относительно главного обрабатывающего органа с помощью технологических баз заготовки по установочным поверхностям базирующих элементов машины.
Технологической базой называют совокупность поверхностей, линий или точек заготовки, по отношению к которым ориентируются поверхности детали при обработке.
Базирующими элементами машины называют её устройства, предназначенные для базирования заготовок. Ими могут быть столы, каретки, суппорты, направляющие линейки, угольники, упоры и другие устройства.
Установочными поверхностями базирующих элементов машины называют поверхности I для базирования заготовки, соприкасающиеся с ее технологической базой II (рис. а).
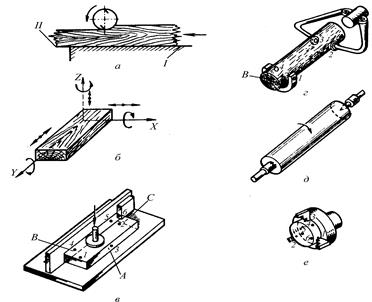
Для ориентирования тела в пространстве необходимо лишить его шести степеней свободы: трех поступательных перемещений вдоль осей координат X, Y, Z и трех вращений вокруг этих же осей (рис. б).
Прямоугольные заготовки ориентируют с помощью трех установочных поверхностей – главной, направляющей и упорной (рис. в). Нижняя поверхность А заготовки, несущая три базирующие точки 1, 2, 3, соприкасается с главной установочной поверхностью и называется главной базирующей поверхностью. Обычно это поверхность с наибольшими габаритными размерами, т. е. пласть призматической заготовки. Боковая поверхность B заготовки, несущая две базирующие точки 4 и 5, соприкасается с направляющей установочной поверхностью и называется направляющей базирующей поверхностью. В качестве нее выбирается поверхность, отличающаяся наибольшей протяженностью, обычно одна из кромок призматического тела. Торцевую поверхность С заготовки с опорной точкой 6, соприкасающуюся с упорной установочной поверхностью, называют упорной базирующей поверхностью.
Цилиндрическое тело ориентируют с помощью трех установочных поверхностей – центрирующей и двух упорных. Цилиндрические тела большой протяженности базируют двумя способами: 1) цилиндрическая поверхность (рис. г), несущая четыре опорные точки 1, 2, 3, 4, соприкасается с центрирующими установочными поверхностями; 2) две противоположные торцовые поверхности заготовок (рис. д) соприкасаются с упорными установочными поверхностями (центрами), которые лишают заготовку пяти степеней свободы, оставляя возможность вращения вокруг продольной оси.
Короткие цилиндрические тела ориентируют с помощью патронов (рис. е). Центрирующая базирующая поверхность, несущая три точки 1, 2, 3, соприкасается с центрирующими установочными поверхностями, а торцевая поверхность с тремя опорными точками 4, 5, 6 – с упорной поверхностью патрона. В этом случае заготовка также лишается пяти степеней свободы.
В зависимости от характера взаимодействия установочных поверхностей с базирующими поверхностями заготовки различают три способа базирования: неподвижное, подвижное и комбинированное.
Неподвижным называется базирование, при котором базирующие поверхности заготовок в процессе обработки не перемещаются относительно установочных поверхностей базирующих устройств машины. Однако, заготовка, оставаясь неподвижной относительно базирующих устройств, движется вместе с ними относительно инструмента (или инструмент относительно заготовки), причем движение может быть поступательным или вращательным.
При позиционной обработке заготовка неподвижна и на нее надвигается инструмент. При проходной обработке деталь перемещается вместе с базирующими устройствами.
Неподвижное базирование при вращении заготовки возможно в центрах или патроне.
Подвижным (скользящим) называется базирование, при котором базирующие поверхности заготовки в процессе обработки перемещаются (скользят) относительно установочных поверхностей базирующих устройств машины.
Комбинированным называется базирование, прикотором часть базирующих поверхностей заготовки в процессе обработки остается неподвижной, а часть перемещается относительно установочных поверхностей базирующих устройств машины. При поступательном движении заготовки такое базирование осуществляется, например, в лесопильных рамах. Примером комбинированного базирования при вращательном движении может служить токарный станок.
К системе базирующих устройств относятся: собственно базирующие элементы – установочные базы машины; зажимные и прижимные элементы и средства механизации базирования. Элементы базирующих устройств могут быть специальными и универсальными, т. е. применяться при различных случаях базирования. Часто элементы механизмов подачи (конвейеры, суппорты), а иногда и механизмы главного движения (центры, патроны) одновременно являются элементами базирования.
Собственно базирующие элементы машин отличаются большим разнообразием: столы, направляющие линейки, упоры, роликовые конвейеры, каретки, конвейеры, кулачки, патроны и т. д.
Во избежание отхода базирующих поверхностей заготовок от установочных поверхностей машины необходимо обеспечить их плотное и непрерывное соприкосновение силовым замыканием, которое достигается либо собственной массой, либо под действием рук рабочего, либо с помощью специальных приспособлений, прижимных или зажимных устройств. Прижимными устройствами (прижимами) называют устройства силового замыкания со скользящим контактом с заготовкой, а зажимными (зажимами) – с неподвижным контактом.
В современных станках наиболее широко применяют поршневые (пневматические), эксцентриковые и пружинные прижимные и зажимные устройства.
Зажимы пневматические могут быть поршневые и диафрагменные, двух- и одностороннего действия. Эти устройства являются быстродействующими, с легким ручным или автоматизированным управлением.
Диафрагменные цилиндры отличаются компактностью, малой массой, отсутствием трущихся поверхностей, но имеют ограниченный ход штока (30...35 мм).
Гидравлические зажимы аналогичны пневматическим, но работают при давлении в гидросети 5...6,5 МПа.
| Эксцентриковые и кулачковые зажимные устройства работают за счет радиального усилия, развивающегося при изменении расстояния от центра вращения эксцентрика или кулачка до рабочей поверхности. К эксцентриковым относят механизмы с профилем звена, очерченного по дуге окружности, к кулачковым – с профилем звена, очерченным по иной математической кривой. Эти устройства применяются, когда не требуются большие силы зажима. |
На станках с проходной обработкой заготовки прижимают к базирующим поверхностям роликовыми элементами.
В некоторых станках в качестве прижимных элементов используются плоские пружины.
На форматных и шипорезных станках с проходной обработкой применяют прижимные устройства с гибкой лентой (клиновой ремень).
Дата добавления: 2016-03-27; просмотров: 3504;