МОНТАЖ МУФТ НА КАБЕЛЕ МАРКИ ВКПАПкШп
14.67. Для монтажа, кроме обычных (см. разд. 9 «Монтаж однокоаксиального кабеля типа ВКПАП») должны применяться детали и приспособления, показанные на рис. 14.19; 14.25 - 14.27.
14.68. Разделку сращиваемых концов кабеля произвести в соответствии с размерами, показанными на рис. 14.28.
14.69. Надвинуть на оба конца по конусу (рис. 14.25), на один из концов надвинуть полиэтиленовую трубу (рис. 14.26) и две стальные соединительные втулки (рис. 14.19).
14.70. Наложить бандаж из пяти - шести витков круглой стальной оцинкованной проволоки диаметром 2 - 2,5 мм около обреза наружного полиэтиленового шланга.
14.71. Выпрямить проволоки брони, перегнуть их у бандажа, уложить вокруг кабеля вдоль его оси и закрепить временным бандажом.
14.72. Срастить сердечник кабеля (до внешнего проводника включительно) в соответствии с требованиями, изложенными в разд. 9.
14.73. Обмотать сросток с захватом на 5 - 10 мм внутренней полиэтиленовой оболочки полиэтиленовой лентой с липким слоем; всего намотать три-четыре слоя с 50 %-ным перекрытием.
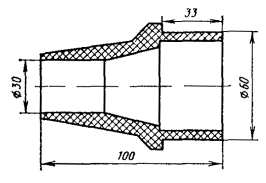
Рис. 14.25. Конус полиэтиленовый для монтажа муфты на кабеле ВКПАПкШп
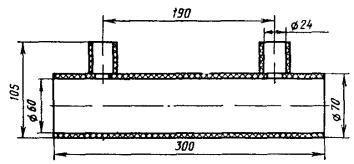
Рис. 14.26. Трубка полиэтиленовая с двумя патрубками для монтажа кабеля ВКПАПкШп
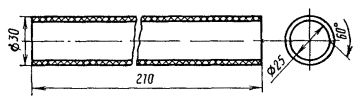
Рис. 14.27. Трубка полиэтиленовая с продольным разрезом для монтажа кабеля ВКПАПкШп
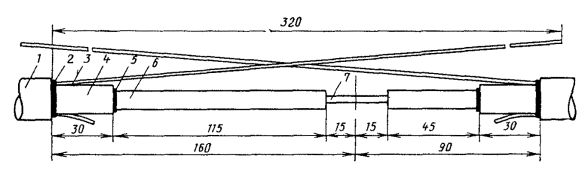
Рис. 14.28. Разделка концов кабеля ВКПАПкШп:
1 - наружный шланг; 2 - битум; 3 - проволоки брони; 4 - внутренний шланг; 5 - битум; 6 - внешний проводник; 7 - внутренний проводник
14.74. Надвинуть на сросток полиэтиленовую трубку с продольным разрезом (рис. 14.27) и произвести сварку ее с внутренней полиэтиленовой оболочкой в соответствии с технологией, изложенной в разд. 12.
14.75. Заварить продольный разрез полиэтиленовой трубки путем ее обмотки двумя - тремя слоями полиэтиленовой ленты и прогрева пламенем паяльной лампы (газовой горелки) через стеклоленту.
14.76. Сделать, при необходимости, в середине сростка по полиэтиленовой трубке подмотку из полиэтиленовой ленты шириной 70 мм до диаметра 30 мм таким образом, чтобы малая стальная втулка плотно прилегала к сростку.
14.77. Закрепить проволочную броню при помощи стальных втулок (рис. 14.20) в соответствии с технологией, изложенной в пп. 14.61 - 14.65.
14.78. Для восстановления наружного полиэтиленового шланга надвинуть на сросток трубку и два конуса (рис. 14.25, 14.26).
14.79. Зачистить свариваемые участки оболочки и полиэтиленовых деталей и произвести сварку по технологии, изложенной в разд. 12. Сначала сварить трубку с конусами, а потом последние с наружной оболочкой.
14.80. Залить готовую муфту битумной массой, разогретой до 100 °С. После естественного охлаждения муфты до 40 - 50 °С очистить края полиэтиленовых патрубков от битумной массы ветошью, смоченной бензином. Вырезать из полиэтилена два кружка диаметром 25 мм (по диаметру патрубков) и приварить их при помощи разогретой стальной пластинки к торцам патрубков.
Дата добавления: 2016-03-05; просмотров: 998;