Разборка машины или аппарата на сборочные единицы и детали
Все изделия (ГОСТ 2.101-68) делятся на:
1. Детали – это изделия, изготовленные без применения сборочных операций.
2. Сборочные единицы (узлы) – это изделия, составные части которого подлежат соединению с помощью сборочных операций (редуктор, сварной корпус и т.д.)
3. Комплексы (агрегаты) – это два и более изделия, не соединенных с помощью сборочных операций, но предназначенных для выполнения взаимосвязанных эксплуатационных функций (батарея полимеризаторов, агрегат для выделения и сушки каучуков и т.п.)
При разборке машин (аппаратов) взаимное положение деталей, не имеющих контрольных штифтов, фиксируют нанесением рисок. Это дает возможность при последующей сборке установить сопряженные детали в первоначальное положение, соответствующее их взаимной приработке, и устранить пригоночные операции.
Для подъема и перемещения тяжелых узлов и деталей используют грузоподъемные механизмы (краны, тали, тельферы, кран-балки).
Детали с неподвижными посадками разъединяют с помощью специальных съемников, прессов. При помощи съемников осуществляется разборка шпоночных, шлицевых, конусных соединений, а также съем муфт, зубчатых колес, шарикоподшипников, втулок, шкивов и т.п.
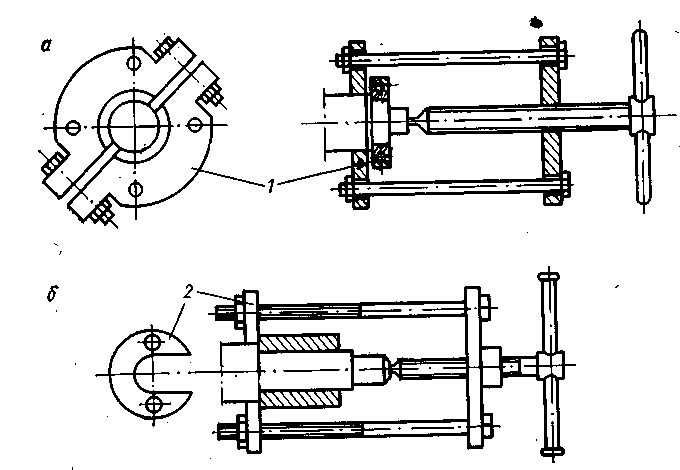
Рисунок – Специальные съемники
а) с разрезным кольцом; б) со сменным захватом
1 – разрезное кольцо; 2 - захват
Выпрессовка осуществляется следующим образом. После создания винтом натяга мягкой выколоткой ударяют по снимаемой детали. При некотором смещении детали, ее выпрессовывают вращением винта.
Для снижения усилия, необходимого для выпрессовки, охватывающие детали нагревают.
Выпрессовка втулок из глухих отверстий ведется следующим образом. В отверстие, куда запрессована втулка, на ¾ его глубины наливается машинное масло. Затем во втулку вставляется точно изготовленный стержень. Несколько ударов молотка по стержню – и втулка удаляется из отверстия. При этом не повреждается ни отверстие, ни втулка.
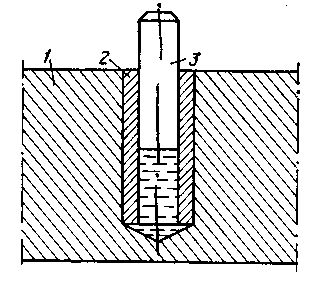
Рисунок – Извлечение втулки из глухого отверстия
1 – деталь; 2 – втулка; 3 - стержень
Выпрессовка втулок из глубоких отверстий осуществляется приспособлением со специальным захватом.
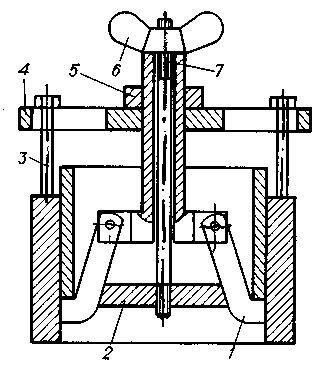
Рисунок – Приспособление для выпрессовки
1 – захват; 2 – конус; 3 – стойка; 4 – плита; 5 – гайка; 6 – барашек; 7 – винт
Захват фиксируется в нужном положении при помощи конуса и барашка. Затем гайкой осуществляется выпрессовка втулки.
Для сборки-разборки резьбовых соединений используют накидные и торцовые ключи.
Ручные гаечные ключи применяют только для малых резьб (М20). Для сборки-разборки средних и крупных резьб применяют различные способы повышения усилий (гайковерты).
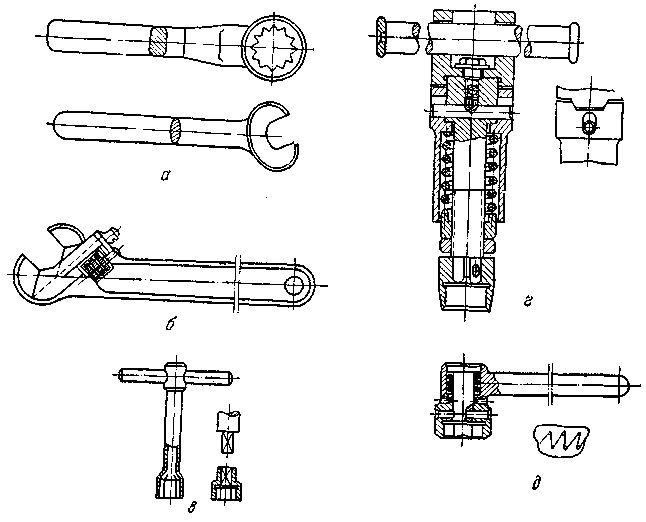
Рисунок – Гаечные ключи
а – простые; б – универсальные; в – торцовые; г – тарированные; д – предельные
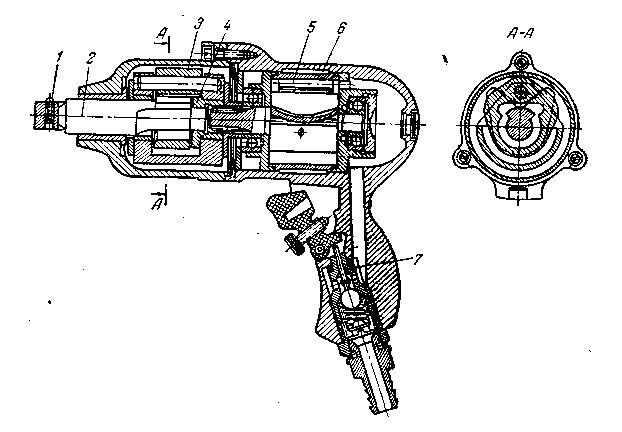
Рисунок – Пневматический гайковерт
1 – предохранительный шарик; 2 – шпиндель; 3 – ударный механизм; 4 – муфта;
5 – двигатель; 6 – корпус; 7 – пусковое устройство.
Дата добавления: 2016-03-04; просмотров: 3165;