Виготовлення арматурних каркасів
Основною механічною характеристикою арматурної сталі є її міцність при розтягу, яка визначається нормативним опором. Для стержневої арматури його беруть залежно від границі текучості; для високоміцного дроту – від умовної границі текучості. Для звичайного арматурного дроту нормативний опір складає 75% тимчасового опору розриву. Пластичні властивості сталі визначаються відносним видовженням при випробуванні її на розрив, а також на згин у холодному стані. Важливою характеристикою арматурної сталі є її здатність зварюватися без зниження механічних властивостей. Добре зварюється арматура класів від А-І доA-VI, Ат-ІV і звичайний арматурний дріт. Не можна зварювати арматуру класів Ат-V, Ат-VІ і високоміцний дріт.
Фізико-механічні, експлуатаційні та інші властивості сталей залежать від їх хімічного складу, способу переробки. Так, на механічні властивості вуглецевих сталей, в основному, впливає вміст у сталі вуглецю. При його збільшенні підвищуються міцність, твердість та зносостійкість сталі, але знижуються пластичність й ударна в’язкість, а також погіршується зварюваність. При введенні легуючих елементів одержують леговані сталі. За хімічним складом ці сталі поділяють на три класи: низьколеговані з загальним вмістом легуючих елементів до 2,5%; середньолеговані – 2,5…10% та високолеговані, які містять більш, як 10 % таких елементів. Для позначення марок таких сталей вибрано літерно-цифрову систему. Наприклад, сталь 35ХН3М містить 0,35% вуглецю, 1% Cr, 3% Ni, 1% Mo; сталь 25Г2С містить 0,25% вуглецю, 2% Mn та 1% Sі. Низьколеговані сталі застосовують для виготовлення будівельних сталевих конструкцій (ферм, мостів, нафто- та газопроводів) та арматури для залізобетонних конструкцій.
В залізобетонних конструкціях застосовують сталі у вигляді дроту і стержнів гладких або періодичного профілю. Ненапружені залізобетонні конструкції, в яких сталь сприймає невеликі напруження, армують простими вуглецевими сталями (СтЗ, Ст5) та низьколегованими сталями марок 35ГС, 18Г2С і 25Г2С. Попередньо напружені конструкції армують високоміцними середньо- і високовуглецевими низьколегованими сталями (марок 45С, 80С, 35ГС) у гарячекатаному або термічно зміцненому стані за допомогою загартування та відпускання. Арматурна сталь може бути гарячекатаною (стержньова) та холоднотянутою (дротова). За формою сталь випускають круглого, а для покращення зчеплення – періодичного профілю. Стержневу арматуру, залежно від механічних властивостей, поділяють на класи: А-І, А-ІІ, А-ІІІ та інші).
До арматурних виробів належать: окремі стержні заданих розмірів, арматурні сітки, плоскі арматурні каркаси, просторові арматурні каркасів, монтажні петлі; закладні деталі; арматурні елементи для попереднього напруження. Сітки – це арматурні вироби, що складаються із стержнів одного діаметра. Їх використовують як робочу й монтажну арматуру. Плоскі каркаси складають з поздовжньої арматури, що створює один чи два пояси, і поперечних стержнів, які з’єднують їх. Плоскими каркасами армують конструкції в площині, перпендикулярній до діючих навантажень. Просторові каркаси складають з робочих, розподільних і монтажних елементів, які становлять повну систему армування конструкцій. Залежно від призначення вони можуть бути прямокутного, квадратного, таврового і круглого перерізів. Монтажні петлі використовують для стропування виробів при транспортуванні і встановленні в робоче положення. Закладні деталі потрібні для з’єднання збірних залізобетонних елементів між собою. Вони являють собою зварні або штамповані елементи різної конструкції з листового, сортового чи фасонного прокату. Арматурні елементи для попереднього напруження – це окремі стержні або групи стержнів і дротів з анкерними пристроями на кінцях для закріплення після натягання в упорах чи на затверділий бетон.
Виробництво арматурних виробів і конструкцій здійснюється, головним чином, в спеціалізованих цехах, які входять в склад заводів залізобетонних виробів. В окремих випадках їх виробництво може бути організовано на централізованих арматурних підприємствах. Радіус обслуговування такого підприємства встановлюється на основі розрахунку техніко-економічних показників. На виготовлення різних арматурних каркасів і виробів, які використовуються в збірному залізобетоні, витрачається більш 10% прокату, виробляємого металургійною промисловістю, або 40…50% усієї сталі, використовуємої у будівництві. Вартість арматури в збірних залізобетонних конструкціях, які використовуються у цивільному будівництві, складає 20…25%, а в промисловому – 30…35% від загальної вартості виробів і це, не зважаючи на. те, що ступінь армування залізобетонних виробів металом складає 1…3%. На виготовлення арматурних конструкцій і їх встановлення витрачається до 25…30% усього часу, потрібного для виробництва збірних залізобетонних виробів і конструкцій.
Звичайний дріт і катанку діаметром до 14 мм, а також сталь періодичного профілю діаметром до 12 мм на підприємства доставляють у бухтах масою до 1000 кг. Арматурну сталь більших діаметрів доставляють у прутках завдовжки 4…12 м, зв’язаних у пучки масою до 10 т. Арматурну сталь, що надходить на завод, зберігають у неопалюваних приміщеннях, розрахованих на 20…25-добовий запас. Арматурну сталь, яку доставляють у бухтах, зберігають на спеціальних стелажах і транспортують зі складу до арматурного цеху у вилкових захоплювачах. Стержневу арматуру зберігають на стелажах. Деякі види стержневої арматури мають однаковий профіль. Щоб легше було вибрати необхідну арматуру, кінці стержнів на металургійних заводах фарбують різними кольорами: Ат-ІІІС – білою і синьою фарбою; А-IV – червоною; Ат-IVС – білою та жовтою; Ат-IVК – зеленою; А-V – червоною і зеленою; Ат-VК – білою і зеленою; А-VI – червоною і синьою; Ат-VI – жовтою; Ат-VІК – зеленою і чорною.
Для виготовлення арматурних елементів арматурну сталь, в разі необхідності, випрямляють, очищають; нарізають стержні, дріт і профільний прокат; гнуть деякі елементи; виготовляють напружувані арматурні елементи (стержні, пучки, пакети) з арматурними пристроями на кінцях. Для випрямлення й розрізання арматурної сталі діаметром 3…14 мм застосовують правильно-відрізувальні автомати з безперервним подаванням і гільйотинними ножами, що забезпечує достатню точність відрізаних прутків. Очищають стержні на верстаках, які мають механізм подачі і сталеві щітки, що швидко обертаються. Застосовують також піскострумінні установки і механізований ручний інструмент із щітками. Якщо неможливо раціонально розрізати стержневу арматуру (коли відходи перевищують 2%), то використовують напівавтоматичні лінії безвідходного заготовлення, на яких виконують стикування стержнів та мірне різання їх. Гнуть арматурні стержні на верстатах, основним робочим органом яких є привідний вал і диск із змінними пристроями, що забезпечують заданий радіус вигину. Заготовляючи попередньо-напружені арматурні елементи, їх не тільки випрямляють, очищують, ріжуть і стикують зварюванням у батоги, а й утворюють анкерні пристрої на кінцях. У напружених стержнях і дротах найчастіше на кінцях утворюють тимчасові анкери - анкерні головки. На стержнях з гарячекатаної арматурної сталі діаметром до 40 мм анкерні головки утворюють гарячим осадженням кінця стержня на стикових електрозварювальних апаратах. При виготовленні плоских сіток і каркасів, застосовують контактне точкове зварювання, а для стержнів великих діаметрів (30-40 мм) – електродугове зварювання. Залежно від тривалості зварювання, сили й густини зварювального струму розрізняють м’який і жорсткий режимні зварювання. М’який режим характеризується порівняно тривалим проходженням струму (від 0,5 до кількох секунд), силою струму (4…8)·103 А і густиною струму (8…12)·105 А/м2. Жорсткий режим доцільніший у техніко-економічному відношенні, відрізняється короткою тривалістю зварювання (0,01…0,5 с) при силі струму (8…20)·103 А і густині струму (12…30)·105 А/м2. Арматуру з маловуглецевої сталі можна зварювати при жорстких і м’яких режимах зварювання, для низьколегованих сталей, зварюваність яких дещо гірша, ніж маловуглецевих, рекомендують м’які режими.
Вузькі плоскі каркасі й сітки з арматури діаметром 3…40 мм можна зварювати на одноелектродних машинах типів МТ-1221, МТ-1617, а також багатоелектродній типа МТМК-3100-4. Важкі каркаси й сітки завширшки до 2 м із стержнів діаметром 5…20 мм можна зварювати за допомогою підвісних зварювальних машин типів МТП-806, МТП-807. Широкі плоскі сітки і каркаси завширшки до 3800 мм виготовляють на багатоелектродних машинах типів МТМ-88, АТМС-14´75-7-1, що входять до складу комплексно-автоматизованих ліній.
Технологія виготовлення просторових каркасів визначається видом їхньої конструкції, в залежності від чого вони підрозділяються на чотири групи:
1. Каркаси циліндричного або прямокутного перерізу з поперечною арматурою, у вигляді спіралі чи дротяних хомутів;
2. Важкі каркаси для довгомірних виробів;
3. Каркаси для плоских залізобетонних конструкцій заввишки до 30 см;
4. Каркаси для об’ємних залізобетонних конструкцій.
Для зварювання просторових каркасів для колон, паль, опор (група 1) створені напівавтоматичні лінії. Принцип їх дії полягає у тому, що намотувальний пристрій, обертаючись, намотує дротяну арматуру на поздовжні стержні, які поступово просуваються. У точках перетину повздовжню й спіральну арматуру з’єднують контактним точковим зварюванням. Каркаси групи 2 для важких залізобетонних балок, ригелів, колон збирають з окремих плоских елементів на спеціальних стендах, конструкція яких дає можливість поставити в проектне положення плоскі каркаси у додаткові сітки на торцях, закладні деталі. Зварювання виконують підвісними зварювальними машинами. Каркаси групи 3 для панелей стін і плоских плит перекриттів виготовляють за допомогою установки, створеної на базі зварювальної машини МТМ-160, або на вертикальних кондукторах-маніпуляторах типу СМЖ-56Б. Просторові каркаси для сантехкабін, блок-кімнат (група 4) складають з плоских каркасів і вигнутих елементів на кондукторах-маніпуляторах з горизонтальною поворотною платформою. Зварювання виконують підвісними зварювальними машинами.
Технологічний процес виготовлення зварних закладних деталей складається з операцій попереднього заготовлення елементів, з’єднання їх зварюванням і антикорозійної обробки. Попередня обробка і заготовлення елементів закладних деталей з прокатних профілів складається з послідовного виконання таких операцій: очищення і розрізання прокатного профілю та анкерних стержнів, гнуття анкерних стержнів; виштамповування в листовій штабовій сталі рельєфів чи отворів, нарізання в деяких випадках різьби. Виготовляючи деталі з штампованих елементів, листову сталь завтовшки 5…6 мм нарізають на мірні заготовки, пробивають отвори і вигинають. Для зварювання контактно-рельєфним способом використовують машину типу МТ; автоматичне зварювання під шаром флюсу здійснюють за допомогою установки АДФ-2001. Напівавтоматичне зварювання в середовищі вуглекислого газу виконують на установках ПДПГ-500. Завершальною технологічною операцією виготовлення закладних деталей є їх антикорозійна обробка, яку здійснюють нанесенням на поверхні деталі тонкого шару цинку чи алюмінію. Наносячи цинкове покриття, дріт Ц-1 розплавляють вольтовою дугою і розпилюють у металізаторі струменем повітря.
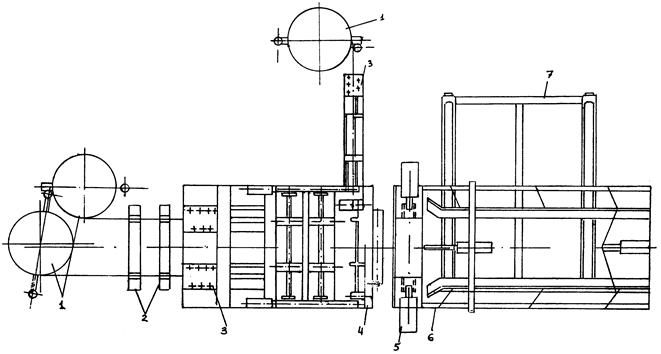
Рис.2.1. Схема технологічної лінії для зварювання двостержневих каркасів: 1 – бухтоприймач; 2 – гальмівній пристрій; 3 – механізм подавання і випрямляння стержнів; 4 – зварювальна машина; 5 – ножиці для розрізання каркасів; 6 – приймально-пакетувальне обладнання; 7 – контейнер.

Рис.2.2. Принципова схема установки для електронагрівання стержнів: 1 – візок рухомої опори; 2 – кінцеві вимикачі; 3 – пневмоциліндр переміщення рухомої опори; 4 - пневмоциліндр притискання; 5 – електрод; 6 – арматурний стержень; 7 – притискач; 8 – нерухома опора.
Попередньо-напружені збірні залізобетонні конструкції армують окремими стержнями і дротинами, дротяними канатами, а також пучками і пакетами з різного числа дротин. Вибір конструктивного типу напруженої арматури залежить від виду виробу і обладнання, яке застосовують для натягування.
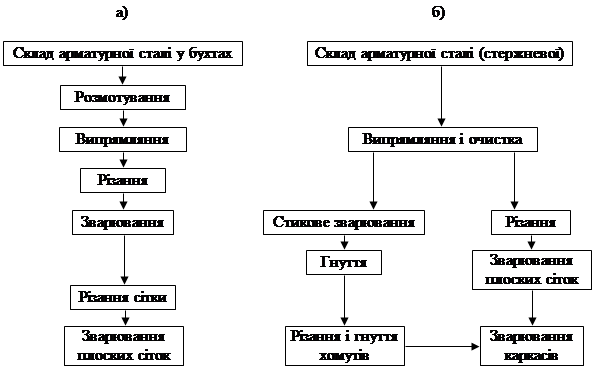 |
Рис.2.3. Принципова технологічна схема виготовлення легких і важких арматурних виробів для залізобетонних конструкцій: а) плоских сіток; б) просторових каркасів.
Арматурні елементи для армування напружених конструкцій складаються з, власне, арматури, різноманітного обладнання для її закріплення при натягуванні і пристроїв що забезпечують проектне положення окремих стержнів і дротин у конструкції. Обладнання для закріплення напруженої арматури поділяється на затискачі, тимчасові анкери і постійні анкери. Тимчасові кінцеві анкери виготовляють приварюванням на кінцях арматурних стержнів коротких, завдовжки (3…6) діаметрів стержня, відрізків арматури з круглої чи періодичного профілю сталі класу А-V. Постійні анкери є частиною конструкції і передають натягання від напруженої арматури до затверділого бетону. Одиночні стержні періодичного профілю після натягування закріплюють на бетон різьбовими анкерами, пучки з 8…24 дротин закріплюють гільзовостержневими або клиновими анкерами. Різьбові анкерні уявляють собою відрізки стержнів з різьбою і гайкою на кінці. До напружувальної арматури вони приварюються контактним стиковим зварюванням. Арматурні елементи з різьбовими анкерами – це канати, на кінцях яких напресовані гільзи з різьбою і гайкою. Типові технологічні схеми виробництва плоских сіток і каркасів наведені на рис.2.3. Головним процесом в цьому випадку, як і при виготовленні більшості інших арматурних виробів і конструкцій є зварювання металевих стержнів, хомутів та закладних виробів.
Дата добавления: 2016-03-04; просмотров: 3378;