ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА РЕМОНТА
Для любого профессионального эксплуатационника и, тем более, для ремонтника не является откровением тот факт, что любой механизм подвержен износу и после определенной наработки подлежит ремонту или замене. Каждый механизм рассчитан на определенное число срабатываний. Поэтому существует термин «наработка на отказ». Когда отказ оборудования происходит в период гарантийной эксплуатации, ремонт называют гарантийным. Когда ремонтные мероприятия предусмотрены регламентом завода-изготовителя, т.е. его можно предусмотреть в своих планах, такой ремонт называют плановым. Все остальное просто ремонт с которым вы будете постоянно сталкиваться во время своей трудовой деятельности. Такой ремонт не вписывается ни в какие планы и графики и его часто называют текущим и внеплановым.
Идеальный механизм это такой механизм, который не имеет подвижных деталей. Эта шутка ремонтников, не была бы актуальной, если бы техника такое допускала. К великому сожалению, такого не бывает и результатом эксплуатации любого оборудования неизбежно является его ремонт. Поскольку ваше участие в гарантийном ремонте закончится составлением акта, а плановый ремонт подробнейшим образом прописан в инструкциях-руководствах изготовителей оборудования, уделим основное внимание внеплановому ремонту.
Очень часто необходимость ремонта связана с несоблюдением правил эксплуатации, которое способно не только сократить рабочий ресурс, но и создать аварийную ситуацию, когда оборудование моментально потеряет свою функциональность. Однако правильная и грамотная эксплуатация со строгим соблюдением всех этапов технического обслуживания (ТО) может позволить вам только отсрочить необходимость проведения ремонтных мероприятий, игнорирование которых также способно спровоцировать аварию – такова пессимистичная реалия нашей жизни. Поэтому возникает естественный вопрос, как избежать такой неприятной ситуации, как авария?
Для этого необходима точная и уверенная техническая диагностика состояния подконтрольного оборудования. Почему именно так, да просто потому, что любое необязательное вмешательство в функционирование механизма почти всегда сокращает срок его службы. Ремонтники не зря говорят «не лезь в агрегат, не мешай ему работать». И в этой реплике есть своя правда. Во-первых, при разборке во внутрь ремонтируемого объекта неизбежно попадет некоторое количество пыли и/или технической грязи, что явно не поспособствует увеличению ресурса. Во-вторых, при сборке оказывается крайне затруднительно установить снятые детали на свои прежние приработанные места, а, следовательно, после сборки последует процесс приработки, который точно не добавит ресурса ремонтируемому агрегату.
Что нужно сказать в первую очередь по поводу диагностики и ее приборному обеспечению? В первую очередь, необходимо сказать, что самое удобное и безотказное оборудование – ваши органы чувств, умноженные на накопленный опыт и интуицию. Самое главное то, что это «оборудование» всегда безотказно и всегда при вас. Такой метод исследования технического состояния механизмов и машин даже имеет собственное научное название – органолептический.
Действительно, опытный механик всегда услышит посторонние шумы, возникающие в механизме и, досконально зная принцип работы и устройство, легко сможет эти шумы локализовать и идентифицировать. Ощупав поверхность корпусных деталей, легко найдет место перегрева и повышенных вибраций, по запаху и визуально сможет определить правильность настройки и работы систем сложнейших агрегатов и т.д. Однако этот метод основан на собственном восприятии действительности и не обладает какой либо нормированной точностью. В некоторой мере с этой проблемой помогают бороться достаточно простые и компактные приборы для первичной диагностики, такие как переносные пирометры для измерений температуры поверхностей, рис. 1.1., фонендоскопы для прослушивания механизмов и локализации источников нехарактерных шумов, рис. 1.2., вибрографы для регистрации вибраций в механизмах, рис. 1.3. и др.

Рис. 1.1. Профессиональный переносной пирометр для бесконтактного измерения температуры поверхности.
Для более серьезных диагностических обследований оборудования служат специальные диагностические комплексы, которые способны выдавать информацию по контролируемым параметрам в виде протоколов. Правда, такие комплексы имеют высокую стоимость и не всегда доступны для владения судовыми службами.

Рис.1.2. Технический фонендоскоп (стетоскоп)
Рис. 1.3. Переносной виброграф
Тем не менее, не смотря на наличие любого уровня диагностического оснащения, основным первичным инструментом в поиске возможных неисправностей остаются ваши чувства и интуиция на основе накопленного опыта эксплуатации и диагностирования оборудования.
Выявленные на основе технической диагностики отклонения от нормальной работы оборудования необходимо проанализировать с точки зрения возможности дальнейшей эксплуатации вверенного вам оборудования. И в случае потенциальной опасности существенного усугубления дефекта вплоть до создания аварийной ситуации, принять неотложные меры по выводу оборудования из эксплуатации.
И так, преддверием ремонта всегда является техническая диагностика оборудования. Теперь допустим, что вы диагностировали неисправность, которую необходимо устранять методом ремонта. Очевидно, что агрегат должен быть корректно выведен из эксплуатации и на время ремонта, в случае необходимости, заменен аналогом (если агрегаты не дублированы). Далее необходима предварительная очистка ремонтируемого агрегата перед разборкой. Эта процедура крайне желательна из тех соображений, что при последующей разборке, в агрегат попадет минимальное количество технической грязи.
Следующим этапом ремонт является разборка агрегата. Процедура, вроде бы и не сложная, однако она требует пристального внимания, предельной аккуратности и пунктуальности от ремонтника.
Очень кстати в этой ситуации окажется заводская инструкция по ремонту (мануал). В этой инструкции будет указана и последовательность разборки – сборки изделия, и таблица контролируемых размеров, и перечень предельных допусков на износ и искажение геометрии деталей, и специальный инструмент и приспособления, необходимые для проведения работ.
Об используемом инструменте необходимо несколько слов сказать отдельно. Никогда не пользуйтесь первым попавшим под руку инструментом – это может повлечь за собой получение травм и даже увечий. Использовать следует только качественный и специальный инструмент. Для разборки узлов с прессовой посадкой используйте специальные съемники, в противном случае возможно повреждение деталей.
В процессе разборки никогда не надо забывать, что агрегат придется в последствии собрать. Поэтому, в случае отсутствия ориентирующих сопрягаемые детали отметок, заметьте, как они были установлены, а, лучше нанесите свои метки. В том случае, если установлено несколько однотипных деталей, обязательно пронумеруйте их и, наконец, отметьте на снятой детали «верх» или «перед» («фронт»), если деталь можно установить не однозначно (деталь осесимметричная). Когда агрегат разобран, все комплектующие детали необходимо тщательнейшим образом очистить.
На процессе очистки деталей необходимо остановиться несколько более подробно. Как правило, детали работающего агрегата или механизма подвержены загрязнению продуктами износа, если механизм не герметичен, то в него попадает пыль, ну а если агрегат имеет жидкую смазку, то на поверхности деталей может присутствовать слой продуктов разложения масла, удалить который оказывается очень не просто. Поэтому мойка деталей это самая грязная, монотонная и неприятная, но при этом крайне необходимая работа. Конечно, можно взять ведерко с дизтопливом, кисточку и тазик или много ветоши, но это очень непродуктивный и опасный метод. В этой связи, процесс очистки деталей стремятся механизировать.
Очистка деталей в заводских условиях на ремонтных предприятиях производится в специальных моечных машинах. Такие машины выпускаются промышленностью и конструкции их достаточно многообразны. Очистка поверхностей от загрязнений в таких машинах производится разными способами. Все машины используют моечные составы, рецептура которых, в основном, зависит от состава загрязнений и материалов, используемых в конструкции. В некоторых случаях, мойка деталей производится в несколько этапов с использованием разных моющих составов. В моечных машинах могут быть использованы: щелочные моющие составы; моющие составы на основе углеводородных продуктов; растворы с большим содержанием поверхностно-активных веществ и др. Все моечные машины работают по замкнутому циклу оборота моющих веществ и представляют собой закрытые объемные пространства. А для вторичного использования составов используются очистные устройства, так что, очевидно, что промышленная мойка это целый комплекс сооружений.
Мойка методом погружения с растворением загрязнений оказывается не всегда эффективной, поэтому в большинстве случаев используется т.н. «грязевая фреза», когда на очищаемые поверхности моющий состав подается через форсунки под высоким давлением – 15 – 20 МПа. Может также применяться пневмогидравлический способ очистки. В этом случае моющий состав подается на очищаемую поверхность сжатым воздухом капельным способом.
В последнее время довольно широкое распространение получили ультразвуковые мойки. Это не только прогрессивный, но и весьма эффективный способ очистки деталей от любых загрязнений. Правда, такие мойки довольно дороги, энергозатратны и имеют ограниченные габариты.
Ну а что же делать, когда нет никакой возможности попасть со своими деталями на мойку? В самом общем случае, можно рекомендовать к использованию для удаления жирных загрязнений Очиститель двигателя Nekker (ОАО”Химик” г. Луга), рис. 1.4. и активную пену Тайфун (ТМ Sitranol, ООО Ситра-Т, г. Санкт Петербург), рис. 1.5. для смывки Очистителя и сухих загрязнений. Составы наносятся на поверхность либо пневмогидравлическим способом, ну а если нет оборудования, хотя бы «мовильницы», можно нанести кистью или «триггером».

Рис. 1.4. Очиститель двигателя Nekker

Рис.1.5. Универсальное моющее средство – активная пена «Тайфун»
В любом случае, нужно отдавать себе отчет, в том, что в технологическом цикле очистки деталей используются достаточно вредные для здоровья и экологически опасные ингредиенты и соблюдение мер предосторожности – не простая формальность.
Следующим этапом в череде ремонтных мероприятий является дефектация деталей. Целью выполнения этих работ является оценка состояния деталей ремонтируемого оборудования и определение возможности их дальнейшего использования. Дело в том, что в процессе работы образуются не только износы, но и происходит релаксация нормальных напряжений, заложенных в деталь в процессе ее изготовления. Эти процессы по иному называют старением и именно они при безаварийной работе являются причинами многих бед, таких как искажение геометрии деталей, потеря линии вала, изгибы валов, а также появление усталостных разрушений, трещинообразование и т.д. И именно эти процессы, в совокупности с процессами износа, являются причинами потери работоспособности изделия. Таким образом, дефектация призвана выявить все накопленные дефекты вверенного вам оборудования.
В чем состоит процесс дефектации деталей? Первым делом производят пристальный внешний осмотр чистых деталей (уже упомянутым ранее органолептическим методом) на предмет выявления:
усталостных механических или термических разрушений – сколов, трещин;
видимых деформаций;
износов – выработки;
натиров и надиров на рабочих поверхностях и пр.
В общем, анализируется и оценивается внешнее состояние деталей с выявлением всех подозрительных нюансов.
Дальнейшее обследование деталей производится приборными методами, поскольку степень износа, величину деформации и меру потери геометрии детали можно определить только путем измерений. На практических занятиях вами будут проделаны основные операции по определению размеров и отклонений геометрии деталей. Одновременно, в первом приближении, вам предстоит научиться пользоваться измерительным инструментом. А сейчас просто констатируем, что основным инструментом для точного измерения диаметров валов, и наружных линейных размеров является микрометр (цена деления шкалы одна сотая миллиметра – «сотка» или 10 мкм), рис 1.6.
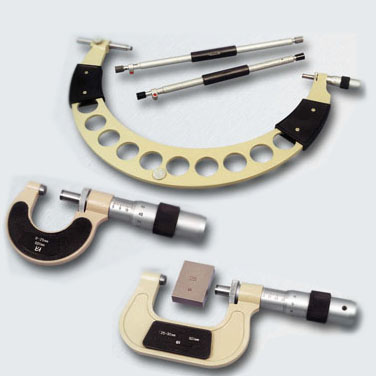
Рис. 1.6. Микрометры на различные диапазоны размеров
Для измерения внутреннего диаметра отверстий и внутренних линейных размеров используются нутромеры микрометрические или индикаторные (точность измерений идентичная микрометру), рис. 1.7 и рис. 1.8.

Рис.1.7. Нутромер индикаторный

Рис.1.8. Нутромер микрометрический
Если требуется определить отклонение от плоскостности детали, применяют лекальные линейки, рис. 1.9., или поверочные плиты, а величину отклонения измеряют плоскими щупами (с точность до 20 мкм).

Рис. 1.9. Линейки лекальные
Как правило, точности таких измерений вполне достаточно для дефектации используемого нами оборудования. В тех редких случаях, когда точность измерений требуется более высокая, используются оптические методы измерений, измерительные микроскопы.
При определении величины изгиба вала, используют «призмы» в качестве опор для вращения и индикаторную стойку с часовым или рычажным индикатором, который устанавливается на поверхность вала между опорами и при вращении вала регистрирует искажение линии. Если в вале есть торцевые центрирующие сверления, можно установить вал «в конуса» и проверить биение вала от центров, правда, для этой процедуры потребуется либо станок (токарный, круглошлифовальный) либо специальное приспособление без вращателя с конусами для установки вала, рис. 1.10. Сложнее выглядит процедура проверки линии вала в корпусных деталях. В самом простом случае, при многоопорном вале, можно использовать лекальную линейку и набор щупов. Более точным и сложным методом проверки линии вала является оптический способ, с использованием лазерных лучей.
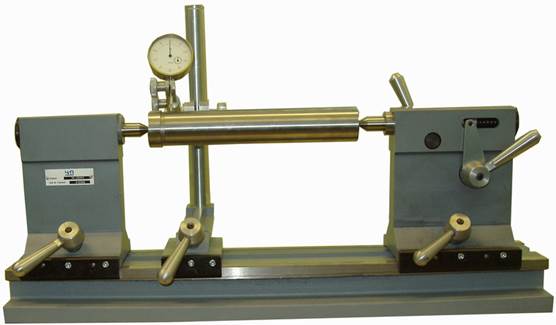
Рис. 1.10. Проверка биения (прогиба) вала, установленного «в центра» во вращателе
На практике очень часто приходится сталкиваться с поиском трещин или внутренних дефектов деталей. Как уже отмечалось ранее, усталостные трещины это основная причина искажения геометрии детали и потеря прочности. Помимо этого, в ряде случаев через эти трещины возможно протекание технических жидкостей или газов. Визуальный поиск трещин не всегда дает результат. Поэтому приходится прибегать к всевозможным ухищрениям. Самый простой и доступный способ выявления трещин называется капиллярным. Этот способ хорош тем, что не требует специального оборудования. Основан он на том принципе, что некоторые жидкости, например керосин, обладают высокой проникающей способностью в поры и трещины. Поэтому достаточно нанести керосин на обследуемую поверхность на некоторое время, затем поверхность обезжирить, высушить и можно замелить (покрыть слоем мела) если на поверхности детали есть трещины, то керосин из трещины не удалиться при сушке детали и будет сочиться, что и будет заметно на слое мела – он потемнеет, рис. 1.11.

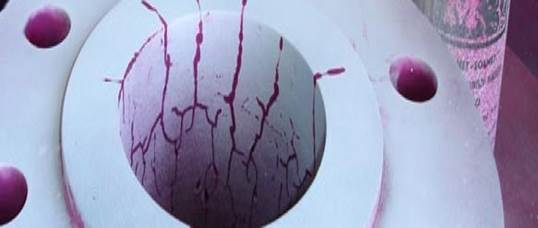
Рис.1.11. Выявление трещин методом капиллярной дефектоскопии
Аналогичный эффект используется при ультрафиолетовом способе обследовании. В проникающую жидкость вводят специальный состав – люминофор, светящийся в свете ультрафиолетовой лампы. Вымытую деталь освещают специальной лампой и в ультрафиолетовом свете в специальных очках все места остаточного скопления люминофора будут выявлены по характерному свечению. Особенно этот метод эффективен при поиске течей технических жидкостей (охлаждающая жидкость, фреон рефрижераторной установки и системы кондиционирования и т.д.) в труднодоступных местах. Если в эту жидкость ввести люминофор, то по его свечению место утечки может быть выявлено достаточно легко.
Капиллярным способом могут быть проверены поверхности детали, а также выявлены места разрушений с образованием течей из внутренних закрытых полостей (например, рубашка охлаждения деталей ДВС). Необходимо отметить, что поиск трещин, проросших в закрытые полости деталей, может быть произведен методом опрессовки деталей. Такой метод может оказаться более действенным из тех соображений, что в этом случае деталь может быть нагрета до рабочей температуры, когда трещины «раскрываются» и течь из них усиливается. Примером может служить процедура опрессовки на предмет отсутствия течей головок блоков цилиндра (ГБЦ) (крышек цилиндров). Выглядит это следующим образом. Берут лист прозрачного толстостенного высокотемпературного пластика (стекла), резиновыми прокладками герметизируют каналы системы охлаждения на фланцевой поверхности газового стыка ГБЦ, лист прижимают струбцинами. После этих подготовительных мероприятий в закрытой полости рубашки охлаждения создают давление воздуха, а всю подсборку опускают в бак с горячей водой (поскольку трещины имеют тенденцию расширяться при нагреве) или иной жидкостью и ищут места появления пузырей воздуха из мест пробоя рубашки охлаждения (если такие имеют место быть).
Наряду с капиллярным методом дефектоскопии используются и другие, которые оказываются в ряде случаев более действенными и уместными. Существует метод поиска дефектов на чугунных и стальных деталях при помощи магнитной дефектоскопии. Следует отметить, что использование этого метода требует последующего размагничивания деталей, что в кустарных условиях сделать затруднительно. В противном случае эта деталь будет притягивать к себе всю железную пыль, что будет препятствовать качественной сборке изделия. Метод использует эффект искажения магнитного поля в зоне трещины, когда магнитные поля вынуждены замыкаются по воздуху и их концентрация на кромках трещины максимальна.

Рис.1.12 Эффект применения магнитопорошковой дефектоскопии трещины вала
Далее следуют более сложные способы дефектоскопии, к которым следует отнести ультразвуковые, рентгенографические и гаммаграфические методы. Эти методы требуют применения серьезного и весьма дорогостоящего оборудования. Ультразвуковой метод выявляет поверхностные трещины при облучении поверхности деталей ультразвуковыми волнами. По времени прохождения отраженного от поверхности детали сигнала можно достаточно точно определить расстояние от излучателя до отражающей поверхности. При сканировании поверхности в зоне трещины, расстояние до поверхности отражения увеличивается, что отразится на времени прохождения обратного отраженного сигнала и будет зарегистрировано приборами. Метод позволяет достаточно точно регистрировать не только сам дефект, но и глубину его проникновения в объем материала (глубину раскрытия трещины). В ряде случаев это может оказаться крайне важно для выполнения дефектации, поскольку производитель может допускать наличие трещин (до определенной глубины раскрытия) или пор на поверхности деталей.
Остальные из упомянутых методов выявления дефектов деталей позволяют заглянуть в объем материала и выявить структурные изменения до того, как они проявятся визуально. Эти методы являются весьма дорогостоящими и применяются для выявления скрытых дефектов ответственных деталей механизмов, например, качество отливок, сварочных швов и т.д. К таким методам относятся рентгенография и гаммаграфическое обследование материала детали.
После проведения дефектации оформляются в удобном виде результаты и анализируются полученные данные. На основании данных дефектации, после анализа результатов, принимается ответственное решение о возможности, целесообразности и способах ремонта оборудования. Исходя из результатов дефектации составляется ведомость и далее передается по инстанции.
На этом первый, самый важный, сложный и ответственный, а поэтому и самый дорогостоящий в плане оплаты работ этап ремонта заканчивается. Далее идет замена или восстановление деталей, о чем речь пойдет в следующем разделе.
2. ТЕХНОЛОГИИ, ПРИМЕНЯЕМЫЕ ДЛЯ
ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ
Дата добавления: 2016-02-09; просмотров: 989;