ШПИНДЕЛЬНЫЕ УЗЛЫ, ХАРАКТЕРИСТИКИ ШПИНДЕЛЬНЫХ УЗЛОВ. РАЗНОВИДНОСТИ КОНСТРУКЦИЙ
Шпиндель, являющийся конечным звеном привода главного движения и предназначенный для крепления инструмента или заготовки, оказывает существенное, часто лимитирующее, влияние на точность, производительность и надежность всего станка. Шпиндельные узлы станков в соответствии с предъявляемыми к ним требованиями должны обеспечить следующее.
1. Передачу на заготовку или инструмент расчетных режимов для заданных технологических операций.
2. Точность вращения, оцениваемую радиальным и осевым биением переднего конца шпинделя; для станков общего назначения в зависимости от класса точности станка должна соответствовать стандартным значениям; для специальных станков точность вращения зависит от требуемой точности обработки:
∆ < ∆д/3, (1.1)
где ∆— биение шпинделя; ∆д — допуск на лимитирующий размер готового изделия.
3. Жесткость (радиальная и осевая), определяемая по деформации шпинделя под нагрузкой; при этом жесткость на переднем конце шпинделя, Н/мкм,
 (1.2)
(1.2)
где F — сила, приложенная на переднем конце шпинделя, Н; у — прогиб переднего конца шпинделя, мкм.
Деформация шпиндельных узлов в общем балансе упругих перемещений станков доходит до 50 %,а в некоторых типах до 85 %. Единых норм для назначения жесткости шпиндельных узлов не существует. Исходя из нормальной работы подшипников, жесткость на участке между опорами ограничивают величиной 250—500 Н/мкм (большие значения — для станков повышенной точности), что лимитирует диаметр шпинделя
 (1.3)
(1.3)
где l — расстояние между опорами шпинделя.
Иногда ограничивают приведенной величиной жесткость переднего конца шпинделя станков нормального класса точности.
Возможно также определение жесткости шпинделя, исходя из требований к точности обработки. При этом определяют прогиб у от сил резания и момента привода при соответствующих режимах обработки; он ограничивается допуском на лимитирующий размер детали:
y≤∆Д/3 (1.4)
Высокие динамические качества (виброустойчивость), которые определяются амплитудой колебаний переднего конца шпинделя и частотой собственных колебаний. Вибрации, возникающие в шпиндельном узле, отрицательно сказываются на точности и чистоте обработки, стойкости инструмента и производительности станка Желательно, чтобы собственная частота шпинделя была не ниже 500— 600 Гц.
4. Минимальные тепловыделения и температурные деформации шпиндельного узла, так как они влияют как на точность обработки, так и на работоспособность опор. Тепловыделения регламентируются допустимым нагревом подшипников. Норма нагревания установлена только для станков класса Н (допустимый нагрев на наружном кольце подшипника составляет 70 °С), для станков других классов имеются лишь следующие рекомендации:
Табл. 1

6.Долговечность шпиндельных узлов, которая зависит от долговечности опор шпинделя, которая в свою очередь во многом зависит от эффективности системы смазывания, уплотнений, частоты враще-
ния, величины предварительного натяга в подшипниках качения и т. д. Долговечность шпиндельных узлов не регламентирована, ее определяют по усталости, износу деталей подшипника или потере смазочных свойств масла. Диаметр шейки шпинделя выбирают по критерию жесткости, что обычно обеспечивает долговечность подшипников до Lh = (12 - 20)*103 ч. При применении бесконтактных опор (гидростатических, гидродинамических и аэростатических) долговечность теоретически считают неограниченной.
7. Быстрое и точное закрепление инструмента или обрабатываемой детали в шпинделе станка; в современных станках требуется автоматизация этой операции.
8. Минимальные затраты на изготовление, сборку и эксплуатацию шпиндельного узла при удовлетворении всех остальных требований.
Шпиндельные узлы предназначены для осуществления точного вращения инструмента или заготовки и в значительной степени определяют качество обработки,
Критериями работоспособности являются точность, быстроходность, нагрузочная способность, статическая жесткость, динамические характеристики, энергетические потери, нагрев опор, статические, динамические и температурные смещения переднего конца шпинделя, ресурс работы.
Точность характеризуется радиальным, осевым и торцевым биением шпинделя и для средних станков составляет 5—8 мкм. Подшипники выбираются примерно в три раза точнее, чем допустимое биение. Наиболее точные станки имеют биение 0,1— 0,02 мкм.
Быстроходность. В настоящее время скорость резания заготовок из стали и чугуна достигает 1600—2500 м/мин, алюминия – 3000 - 4000 м/мин, а пластиков – 3000 - 10000 м/мин. Скорость шлифования выросла до 100 м/с и более. Быстроходность оценивается по параметру n ∙ d мм/мин, где d — диаметр под шейку переднего подшипника (мм), a n-- частота вращения (1/мин).
Для различных экспериментальных опор этот показатель (при специальных мерах) имеет величину:
- для шпинделей на подшипниках качения — 2—2,5 · 106,
- на гидростатических опорах — 1,5—1,8 · 106,
- на аэростатических подшипниках — 2,5—3 · 106 (ограничена потерей устойчивости из-за полускоростного вихря),
- на электромагнитных опорах — 6 · 106 (ограничена механической прочностью материала шпинделя, разрушающегося от центробежных сил).
Рабочие параметры обычно ниже приведенных здесь в 1,5—2 раза.
Нагрузочная способность определяет передаваемый крутящий момент или мощность привода Р. Для токарных и фрезерных станков P/d ≈ 0,2—0,35 квт/мм. Для электрошпинделей на опорах качения, гидростатических и аэростатических этот показатель составляет соответственно P/d = 0,75; 0,3—0,8; 0,4.
Статическая жесткость. Необходимо стремиться к максимально возможной жесткости, исходя из особенностей конструкции. Баланс упругих перемещений конца шпинделя токарных станков на подшипниках качения составляет:
- деформация передней и задней опор 40—50% и 2—3% соответственно;
- деформация консольной части шпинделя 15—20%;
- деформация межопорного участка 30—40%.
На долю упругих перемещений устройств крепления инструмента или детали приходится 30—50% общей деформации. Например, на токарном станке с диаметром шпинделя d = 110 мм деформация распределялась следующим образом: шпиндель ― 16%, опора — 28%, кулачковый патрон — 36%. Деформация шпиндельного узла многоцелевого станка с диаметром шпинделя 80 мм распределялась: деформация шпинделя с опорами ― 37%, деформация оправки — 11%, деформация конического соединения шпинделя с оправкой — 52%.
Достигнутая статическая жесткость составляет (4—5)d Ньютон/микрометр, где d ― в мм. Статическая жесткость сильно зависит от диаметра d шпинделя (в четвертой степени), консоли конца шпинделя α (в третьей степени) и мало зависит от расстояния b между опорами, причем увеличение b сверх оптимальной величины лучше, чем его уменьшение. Назначение размеров шпинделя (диаметров, переднего конца) производится с учетом силовых и скоростных характеристик станка. Статистические данные позволяют практически однозначно связать размеры переднего конца с основным размером станка. Принятые соотношения диаметра шпинделя и основного размера станка приведены ниже.
Табл.. 2
1. Токарные станки
| Наибольший диаметр обработки, мм | |||||||
| Максимальный диаметр шпинделя D, мм |
2. Фрезерные станки
| Ширина стола, мм | 250 320 | |||||||
| Номер конуса под инструмент | 45 (50) | |||||||
| Диаметр шпинделя d, мм | 69,839 | 88,882 | 10,1,6 (128,570) | 152,4 | 121,44 |
Динамические характеристики шпиндельного узла включают частоту собственных колебаний, АФЧХ, динамическую жесткость, форму колебаний на собственной частоте. Собственная частота шпинделя должна превышать максимальную частоту вращения не менее чем на 30% (большинство шпинделей работают в дорезонансной зоне).
Собственную частоту увеличивают, изменяя d, а и Ь. Колебания шпинделя на холостых ходах являются следствием действия центробежных сил, возмущений от подшипников (форма рабочих поверхностей колец и шариков), а также привода (кинематических погрешностей колес, изменения натяжения в ветвях ременной передачи из-за ошибок шкивов и ремней и т. п.). Меньший уровень вибрации наблюдается при использовании подшипников более тяжелых серий. Расчет АФЧХ и динамической жесткости носит качественный характер.
Энергетические потери характеризуются моментом трения и мощностью холостого хода и учитываются при выборе опор, при назначении мощности привода. Следует иметь в виду, что высокоскоростные шпиндели имеют весьма большие потери мощности на трение при большой частоте вращения. При трогании с места потери на трение в 1,5—2 раза выше, чем при вращении. Двухрядный роликоподшипник имеет примерно вдвое больше потери, чем радиально-упорный шариковый подшипник. Потери на трение гидростатических и гидродинамических опор при высоких скоростях (15—20 м/с) превышают потери опор качения.
Нагрев опор приводит к изменению натяга в подшипниках, к тепловому смещению конца шпинделя. Средняя температура опор не должна превышать 50—60 °С. В зависимости от класса точности станка допускается следующая температура опор:
Табл. 3
| Класс точности станка | Н | П | В | А | С |
| Допустимая температура, °С | 50÷56 | 40÷45 | 35÷40 | 28÷30 |
Нагрев опор сильно зависит от смазочного устройства.
Допустимое смещение конца шпинделя, вызванное статическими, динамическими деформациями или тепловыми явлениями, определяется особенностями работы станка.
Срок службы шпиндельного узла не регламентируется, ограничивается, как правило, износом опор качения и составляет 10000—30000 ч.
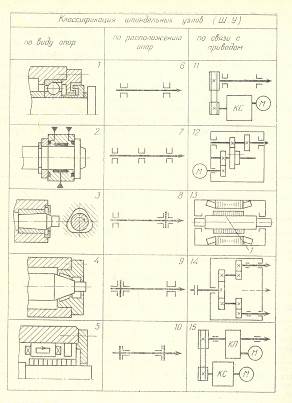
В табл.4 приведена классификация шпиндельных узлов по различным признакам. По виду опор различают шпиндельные узлы на подшипниках качения (1) (более 90%), гидростатических (2), гидродинамических (3), аэростатических (4) и электромагнитных опорах (5). Наиболее универсальными являются подшипники качения, однако точность их ограничена, как правило 2 мкм, в то время как бесконтактные опоры по этому показателю существенно лучше.
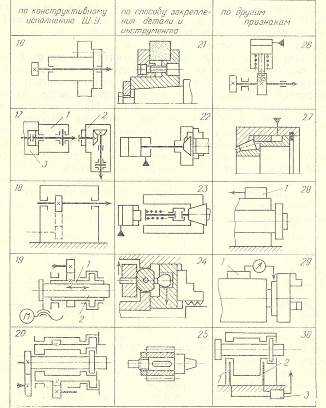 Табл. 4
Табл. 4
В табл. 5 приведено сравнение различных шпиндельных, опор.
По совокупности признаков наилучшими являются опоры качения, которые применяют в большинстве случаев. Только при особых требованиях (точность, демпфирование, быстроходность) переходят к опорам других типов. В зависимости от расположения опор используют (см. табл. 4) двухопорные (6) или трехопорные (7) шпиндельные узлы, а также узлы с передним (8), задним (9), а) расположением осевых подшипников. В отдельных случаях, например, при упругой установке опор, а также при коротких шпинделях применяют шпиндельные узлы с установкой осевых подшипников в передней и задней стенке (10). Наиболее распространены двухопорные шпиндельные узлы, как наиболее простые и точные; трехопорные шпиндельные узлы используют редко для повышения жесткости и виброустойчивости. С позиции тепловых деформаций предпочтительной является схема с передним расположением осевых опор (8), однако для упрощения конструкции, обслуживания, сборки применяют и заднее расположение опор.
Табл. 5
Сравнение шпиндельных опор
| Признак | Тип опор | ||
| качения | гидростатические | гидродинамические | |
| Демпфирование | Н | В | С |
| Точность вращения | С (2 мкм) | В (0,5 мим) | В (1 мкм) |
| Статическая жесткость | В | В | С |
| Быстроходность | С | С | С |
| Потери мощности | Н | С | В |
| Износ | С | Н | С |
| Возможность охлаждения | Н | В | С |
| Стоимость | Н | В | С |
| Надежность | В | Н | С |
Дата добавления: 2016-02-04; просмотров: 4699;