Остаточные напряжения в зоне сварного соединения
При термической обработке в период нагрева в изделии могут возникать значительные временные напряжения. Эти напряжения будут особенно велики, пока при нагреве не произойдет переход наружных слоев в пластическое состояние. Напряжения будут особенно велики между упругим расширившимся внешним слоем и упругой, не расширившейся сердцевиной.
Такие условия соответствуют прогреву внешних слоев нетеплоустойчивых сталей до 300 0С, а теплоустойчивых сталей – даже до 450 0С. В этот период нагрева под влиянием больших временных напряжений в изделии могут возникать трещины. Склонность к образованию трещин в этот период нагрева может усугубляться изменением свойств стали при указанном нагреве в связи с проявлением охрупчивающего влияния дисперсных выделений, если они при этом образуются. Поэтому для сталей, склонных к старению при нагреве на 200…450 0С, мерой предотвращения появления трещины может быть уменьшение скорости нагрева.
Поскольку при охлаждении после отпуска структурные превращения не происходят, характер и величина остаточных напряжений определяются только тепловым сжатием. Эти напряжения в изделии по величине могут быть больше, чем напряжения, возникающие после закалки, поскольку нет процессов структурных превращений, уменьшающих тепловые напряжения. Для снижения уровня напряжений, возникающих при охлаждении после отпуска, надо уменьшать скорость охлаждения, а следовательно, и градиент температур между наружными и внутренними слоями. Однако надо учитывать тот факт, что у некоторых сталей, склонных к дисперсионному упрочнению в интервале 650…300 0С или к отпускной хрупкости, замедленное охлаждение может вызвать неблагоприятное изменение свойств. Подход к выбору условий охлаждения после отпуска для каждой стали должен быть индивидуальным.
Закономерности возникновения остаточных зональных напряжений в зоне сварного соединения аналогичны рассмотренным общим закономерностям. При сварке решающее значение имеет локальность нагрева. Поэтому остаточные напряжения в сварном соединении возникают между нагревавшимся и ненагревавшимся металлом. Поскольку сварке, как правило, подвергают низкоуглеродистые стали, решающее значение для возникновения остаточных напряжений имеют тепловые изменения объемов, а структурные изменения играют второстепенную роль.
Основной причиной возникновения временных напряжений является разница температур (и соответствующая ей разница объемов) находящегося в упругом состоянии металла ЗТВ и свариваемой стали. После остывания всего сечения (сварного соединения) сказывается разница в объемных тепловых изменениях в основном металле шва и ЗТВ, что приводит к возникновению остаточных напряжений. Структурные остаточные напряжения при сварке могут возникать только в зонах, нагревавшихся выше температуры Ас1 – в ЗТВ и шве. Для сварки низкоуглеродистой стали они будут невелики, поэтому суммарные остаточные напряжения будут, в основном, определяться тепловой составляющей остаточных напряжений. При сварке низкоуглеродистых, частично закаливающихся сталей (15Х5М, 12ХМ и др.) низкоуглеродистыми незакаливающимися швами (типа 08А, Х18Н10, Х23Н13) роль структурных напряжений в возникновении остаточных напряжений несколько увеличивается благодаря структурным превращениям в ЗТВ. При сварке тех же сталей аналогичными им по составу сварными швами возрастает роль структурных превращений и соответствующего увеличения объема металла шва. Структурные напряжения в этом случае будут уменьшать роль тепловых напряжений. Исходя из рассмотренной схемы возникновения остаточных напряжений в сварном соединении, остаточные напряжения по высоте однопроходного шва будут соответствовать эпюре на рис. 36, а, а остаточные напряжения в корневом слое – эпюре на рис. 36, б. Зона сварного шва, а иногда и близлежащие участки околошовной зоны, подвергаются действию растягивающих напряжений. Эти напряжения находятся в упругой области и могут достигать предела текучести. При длительном воздействии на металл они могут вызвать коробление и самопроизвольное разрушение (замедленное разрушение). На нагруженной конструкции, суммируясь с напряжением внешних сил, остаточные напряжения способствуют появлению непредусмотренной деформации, а также разрушению.
|
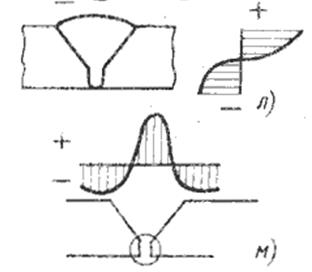
а – остаточные напряжения по высоте однопроходного шва;
б – остаточные напряжения в корневом слое
Рисунок 36 – Схема остаточных напряжений в сварном соединении
|
Высокий отпуск является основной термической операцией, позволяющей существенно снизить остаточные сварочные напряжения в результате протекания процесса релаксации. Наибольшее снижение остаточных напряжений достигается при длительности отпуска 1,5…2 ч. Температура отпуска сталей зависит от их исходного предела текучести.
Отжиг с нагревом выше температуры Ас3 считается гомогенизационной термической обработкой. Для гомогенизации состава стали при отжиге требуется длительный нагрев (несколько часов). При непродолжительном нагреве гомогенизация будет частичной. При отжиге конструкционной стали одновременно с гомогенизацией снимаются остаточные напряжения и рекристаллизуется структура, полученная после холодной деформации. Обязательным условием отжига является медленное охлаждение после нагрева (50…100 0С/ч). Такое охлаждение обеспечивает получение крупных скоагулированных карбидных выделений в ферритной матрице, минимальный уровень остаточных напряжений, низкую твердость и прочность конструкционной стали. Однако хладостойкость конструкционной стали после отжига невелика из-за больших размеров зерен феррита.
Вследствие высокой температуры, требуемой для отжига, большой длительности нагрева и очень медленного охлаждения такую термообработку не применяют для сварных соединений с местным нагревом зоны сварки. В некоторых случаях она может быть полезной при обработке всего сваренного изделия в печи.
Дата добавления: 2016-01-09; просмотров: 1637;