Заклёпочные соединения
 Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет грибообразную форму и выпускается с одной головкой (закладной) вставляется в совместно просверленные детали, а затем хвостовик ударами молотка или пресса расклёпывается, образуя вторую головку (замыкающую). При этом детали сильно сжимаются, образуя прочное, неподвижное неразъёмное соединение.
Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет грибообразную форму и выпускается с одной головкой (закладной) вставляется в совместно просверленные детали, а затем хвостовик ударами молотка или пресса расклёпывается, образуя вторую головку (замыкающую). При этом детали сильно сжимаются, образуя прочное, неподвижное неразъёмное соединение.
Достоинства заклёпочного соединения:
+ соединяют не свариваемые детали;
+ не дают температурных деформаций;
+ детали при разборке не разрушаются.
Недостатки заклёпочного соединения:
` детали ослаблены отверстиями;
` высокий шум и ударные нагрузки при изготовлении;
` повышенный расход материала.
Заклёпки изготавливают из сравнительно мягких материалов: Ст2, Ст3, Ст10, Ст15, латунь, медь, алюминий.
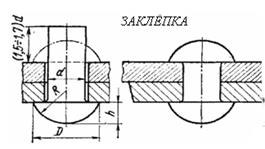
Заклёпки стандартизованы и выпускаются в разных модификациях.
‑ Сплошные с полукруглой головкой (а) ГОСТ 10299-80, 14797-85 для силовых и плотных швов;
‑ Сплошные с плоской головкой (б) ГОСТ 14801-85 для коррозионных сред;
‑ Сплошные с потайной головкой (в) ГОСТ 10300-80, 14798-85 для уменьшения аэро- и гидросопротивления (самолёты, катера);
‑ Полупустотелые (г,д,е) ГОСТ 12641-80, 12643-80 и пустотелые (ж,з,и) ГОСТ 12638-80, 12640-80 для соединения тонких листов и неметаллических деталей без больших нагрузок.
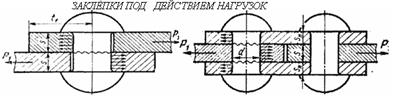
Заклёпки испытывают сдвиг (срез) и смятие боковых поверхностей. По этим двум критериям рассчитывается диаметр назначаемой заклёпки. При этом расчёт на срез – проектировочный, а расчёт на смятие – проверочный.
Здесь и далее имеем в виду силу, приходящуюся на одну заклёпку.
| При одной плоскости среза диаметр заклёпки: | При двух плоскостях среза (накладки с двух сторон): |

| 
|
Напряжения смятия на боковых поверхностях заклёпки sсм =P/Sd ≤[s]см,
где S – толщина наименьшей из соединяемых деталей. При проектировании заклёпочных швов как, например, в цистернах, необходимо следить, чтобы равнодействующая нагрузок приходилась на центр тяжести шва.
Дата добавления: 2015-11-28; просмотров: 976;