ДОПУСК РАЗМЕРА. ПОЛЕ ДОПУСКА. КВАЛИТЕТ ТОЧНОСТИ
НАНЕСЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ
РАЗМЕРОВ НА ЧЕРТЕЖАХ
В условиях массового производства важно обеспечить взаимозаменяемость одинаковых деталей. Взаимозаменяемость позволяет заменить сломавшуюся во время работы механизма деталь запасной. Новая деталь должна по своим размерам и форме точно соответствовать заменяемой.
Основным условием взаимозаменяемости является изготовление детали с определенной точностью. Какой должна быть точность изготовления детали, указывают на чертежах допустимыми предельными отклонениями.
Поверхности, по которым соединяются детали, называют сопрягаемыми. В соединении двух деталей, входящих одна в другую, различают охватывающую поверхность и охватываемую. Наиболее распространены в машиностроении соединения с цилиндрическими и плоскими параллельными поверхностями. В цилиндрическом соединении поверхность отверстия охватывает поверхность вала (рис. 1, а). Охватывающую поверхность принято называть отверстие, охватывающую – вал. Эти же термины отверстие и вал условно применяют и для обозначения любых других нецилиндрическим охватывающим и охватываемым поверхностям (рис. 1, б).
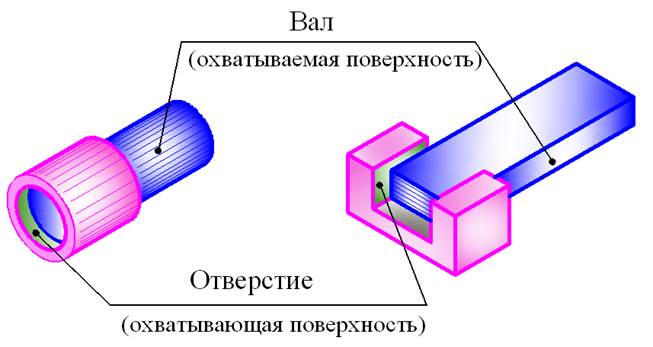
а б
Рис. 1. Пояснение терминов отверстие и вал
ПОСАДКА
Любая операция сборки деталей заключается в необходимости соединить или, как говорят, посадить одну деталь на другую. Отсюда в технике принято выражение посадка для обозначения характера соединения деталей.
Под термином посадка понимают степень подвижности собранных деталей относительно друг друга.
Различают три группы посадок: с зазором, с натягом и переходные.
Посадки с зазором
Зазором называют разность размеров отверстия D и вала d, если размер отверстия больше размера вала (рис. 2, а). Зазор обеспечивает свободное перемещение (вращение) вала в отверстии. Поэтому посадки с зазором называют подвижными посадками. Чем больше зазор, тем больше свобода в перемещении. Однако в действительности при конструировании машин с подвижными посадками выбирают такой зазор, при котором будет минимальным коэффициент трения вала и отверстия.
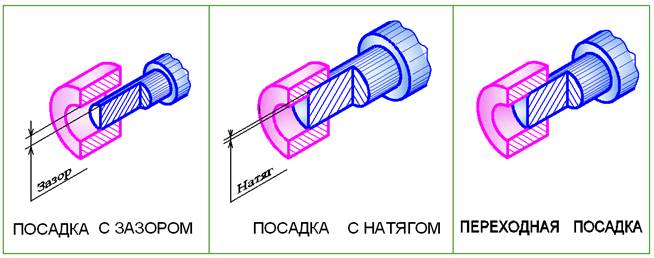
а б с
Рис. 2. Посадки
Посадки с натягом
Для этих посадок диаметр отверстия D меньше диаметра вала d (рис. 2, б). .Реально осуществить это соединение можно под прессом, при нагреве охватывающей детали (отверстия) и (или) охлаждении охватываемой (вала).
Посадки с натягом называют неподвижными посадками, так как взаимное перемещение соединяемых деталей исключено.
Переходные посадки
Переходными эти посадки названы потому, что до сборки вала и отверстия нельзя сказать, что будет в соединении – зазор или натяг. Это означает, что в переходных посадках диаметр отверстия D может быть меньше, больше или равен диаметру вала d (рис. 2, в).
ДОПУСК РАЗМЕРА. ПОЛЕ ДОПУСКА. КВАЛИТЕТ ТОЧНОСТИ
Основные понятия
Размеры на чертежах деталей оценивают количественно величину геометрических форм детали. Размеры подразделяют на номинальные, действительные и предельные (рис. 3).
Номинальный размер – это основной рассчитанный размер детали с учетом ее назначения и требуемой точности.
Номинальный размер соединения – это общий (одинаковый) размер для отверстия и вала, составляющих соединение. Номинальные размеры деталей и соединений выбирают не произвольно, а по ГОСТ 6636-69 «Нормальные линейные размеры». В реальном производстве при изготовлении деталей номинальные размеры не могут быть выдержаны и поэтому введено понятие действительных размеров.
Действительный размер – это размер, полученный при изготовлении детали. Он всегда отличается от номинального в большую или меньшую сторону. Допустимые пределы этих отклонений устанавливаются посредством предельных размеров.
Предельными размерами называют два граничных значения, между которыми должен находиться действительный размер. Большее из этих значений называют наибольшим предельным размером, меньшее – наименьшим предельным размером. В повседневной практике на чертежах деталей предельные размеры принято указывать посредством отклонений от номинального.
Предельное отклонение – это алгебраическая разность между предельными и номинальными размерами. Различают верхнее и нижнее отклонения. Верхнее отклонение – это алгебраическая разность между наибольшим предельным размером и номинальным размером. Нижнее отклонение – это алгебраическая разность между наименьшим предельным размером и номинальным размером.
Номинальный размер служит началом отсчета отклонений. Отклонения могут быть положительными, отрицательными и равными нулю. В таблицах стандартов отклонения указывают в микрометрах (мкм). На чертежах отклонения принято указывать в миллиметрах (мм).
Действительное отклонение – это алгебраическая разность между действительным и номинальным размерами. Деталь считают годной, если действительной отклонение проверяемого размера находится между верхним и нижним отклонением.
Допуск размера – это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Под квалитетом понимают совокупность допусков, изменяющихся в зависимости от величины номинального размера. Установлено 19 квалитетов, соответствующих различным уровням точности изготовления детали. Для каждого квалитета построены ряды полей допуска
Поле допуска – это поле, ограниченное верхним и нижним отклонениями. Все поля допуска для отверстий и валов обозначаются буквами латинского алфавита: для отверстий – прописными буквами (H, K, F, G и т. д.); для валов – строчными (h, k, f, g и т. д.).
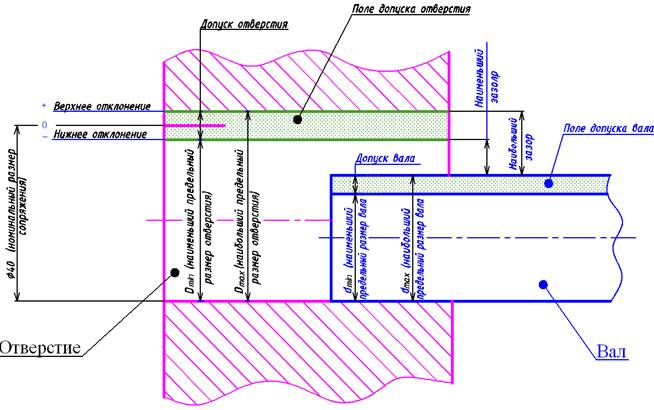
Рис. 3. Пояснения к терминам
| <== предыдущая лекция | | | следующая лекция ==> |
| ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ | | | И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ |
Дата добавления: 2016-01-03; просмотров: 3315;