Т21: Подготовка металла к сварке
Включает в себя несколько действий и занимает от 40 до 60% трудоемкости сварочного производства (правка,зачистка,раз метка)
1) Резка металла: механическая (пнемо, электро)
газовая (гор.газ +О2)
дуговая (воздушная, О2)
плазменная (сжатой дугой, ионизированной)
2) Разделка кромок
| а) отбартовка до 2мм |  
|
| б) без разделки от 2 до 4мм |  
|
| в) разделка одной кромки от 4 до 20мм | 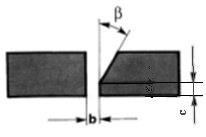
|
| г) с К образным разделкой от 12 до 60мм | 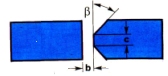
|
| д) с V-образной разделкой от 3 до 50мм | 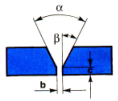
|
| е) с Х-образной разделкой от 12 до 60мм | 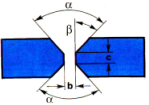
|
| ж) с односторонним скосом | 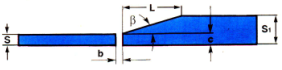
|
| з) с двухсторонним скосом | 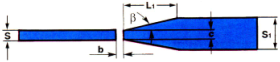
|
При строгании разделки кромок обязательно оставляют притупление 3-4мм, для того что бы не допустить при сварке сквозного прожога.
Зачистка свариваемых кромок производится перед сборкой, и после сборки на прихватки, от шлака, краски и жиров.
Сборка свариваемых деталей может производится при помощи:
а)сборочных приспособлений (рычагов, стяжных винтов, клиньев)
б)сварочных прихваток-коротких сварных швов, длинной от 10 до 50мм. Через 150 -1000 мм с поперечным сечением 1/3 полного шва.
Длинна и расстояние между прихватками зависит от длинны свариваемого шва.
Дата добавления: 2015-12-29; просмотров: 986;