Т37:Устройство полуавтомата
- состоит из 2х основных частей
а) источник тока
б) проволокоподающее устройство
Таким образом, механизированной является лишь одна операция – подача сварочной проволоки в зону дуги, а перемещение дуги для образования шва сварщик производит в ручную.
Проволокоподающее устройство
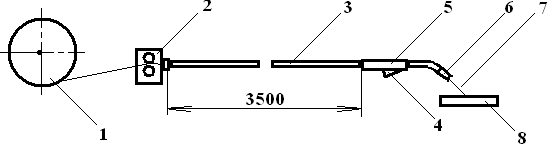
Автоматическая подача проволоки с катушки (1) осуществляется подающим механизмом (2) состоящим из электродвигателя и ведущего и прижимного ролика через шланг (3) состоящий из проволочной спирали с оплеткой в резиновой оболочке. Держатель (5) оборудован кнопкой включения (4) подачи проволоки и открывания клапана подачи  газа для защиты металла шва от примесей.
газа для защиты металла шва от примесей.
На выходе из держателя проволока проходит через токосъемный канал и мундштук (6). Между сварочной проволокой (7) и деталью (8) возбуждается сварочная дуга.
- в зависимости от места расположения подающего механизма, полуавтоматы делятся на 3 типа:
а) тянущего – находится между держателем и шлангом
б) толкающего – между катушкой и шлангом
в) тянуще-толкающего – в двух местах
- в зависимости от назначения на 5 типов:
а) стационарные – все в одном корпусе
б) передвижные – проволокоподающее устройство находится на тележке
в) переносные – проволокоподающее устройство максимально облегчено
г) ранцевого типа – для сварки в условиях монтажа
д) специализированные – для определенных операций
- Вылет сварочной проволоки (расстояние от токосъемника до детали) зависит от Ø эл.
| Ø проволоки, мм | 0,5 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
| вылет, мм | 5-8 | 6-12 | 7-13 | 8-15 | 13-20 | 15-25 |
Если вылет проволоки  - разбрызгивание металла
- разбрызгивание металла
Если вылит  - подгорает токосъемный наконечник
- подгорает токосъемный наконечник
Режимы сварки в пространственных положениях также меняются как у PDC
Т25: Режимы сварки
- Основные показатели, определяющие процесс качественного выполнения сварочных швов
1)в зависимости от марки свариваемого ме., подбирают тип и марку электрода
2) в зависимости от положения сварки и толщины ме. подбирают диаметр электродов
а) в нижнем положении
| Sме.мм | 1-2 | 4-5 | 6-12 | 13→ | |
| Øэл. | 1,5-2 | 3-4 | 4-5 | 5-6 |
б) в вертикальном и горизонтальном диаметр не превышает 5мм
в) потолочном – Ø не более 4мм
3) сила св. тока
а) для нижнего положения рассчитывается по формуле
Iсв=K·Øэл, Iсв = (20 + 6 × Øэл) × Øэл
гдеIсв-св.ток,А
К-коэффициент А/мм
Øэ-диаметр электрода
| dэ,мм | 1-2 | 3-4 | 5-6 |
| К, А/мм | 25-30 | 30-45 | 45-60 |
Где значение коэффициента зависит от покрытия электрода, так для
кислого и рутилового – максимальное,
основного – среднее,
целлюлозного – минимальное
б) для вертикального снижается на 10-15%
в) горизонтального на 15-20%
г) потолочного на 20-25%
4) полярность тока подбирается в зависимости от технологических требований свариваемых материалов
5) скорость сварки зависит от сварщика, обуславливается коэф.наплавки электрода и силой св.тока
6) напряжение зависит от длинна дуги
Дата добавления: 2015-12-29; просмотров: 1039;