Тепловые деформации заготовок.
Некоторая часть теплоты, выделяющейся в зоне резания, переходит в обрабатываемое изделие, вызывая изменение его размере появление погрешности обработки. При равномерном нагревании изделия возникает погрешность размеров, а при местных нагревах отдельных участков обрабатываемых изделий - коробление, приводящее к образованию погрешности формы.
Нагревание обрабатываемого изделия зависит от режимов резания. При токарной обработке с увеличением скорости резания и подачи, то есть с уменьшением продолжительности теплового воздействия на обрабатываемое изделие, его темпера понижается. Например, при повышении скорости резания с 30 до 150 м/мин, неизменной глубине резания (3мм) и подаче 0,44мм/об температура заготовки понизилась с 24 11°С. При повышении подачи с 0,11 до 0,44мм/об, неизменной скорости реза (140 м/мин) и глубине резания 3 мм наблюдалось падение температуры заготовки с 36 до 11°С.
В случае увеличения глубины резания температура обрабатываемой заготовки возрастает. Так, при изменении глубины резания с 0,75 до 4 мм температура заготовки повысилась с 4 до 11°С, скорость резания (130 м/мин) и подача (0,2 мм/об) оставались при этом постоянными.
Нагревание обрабатываемых заготовок имеет существенное значение при изготовлении тонкостенных деталей. Во время обработки массивных заготовок влияния их нагревания на точность обработки невелико.
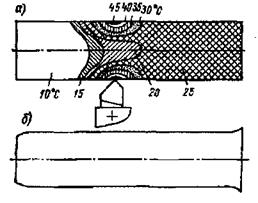
Рис.3.8. Температурное поле обтачиваемой заготовки а) и форма ее б) после обработки (В.С.Корсаков)
На рис.3.8 показано, что температура обрабатываемого изделия по длине неравномерна и непрерывно изменяется; это обстоятельство значительно усложняет проведение расчетов погрешностей обработки. Вместе с тем эти погрешности могут достигать заметных величин, соизмеримых с допусками на обработку заготовок. Например при обработке чугунной станины длиной 2000 мм и высотой 600 мм нагревание ее с одной стороны (со стороны обработки) всего на 2,4°С вызвало прогиб по всей длине равный 0,02 мм. Соответственно этому погрешность обработки станины по ее непрямолинейности составила 0,01 мм на 1 м длины.
Применение обильного охлаждения значительно уменьшает опасность нагрева заготовок и сокращает погрешность их обработки.
Дата добавления: 2015-12-26; просмотров: 2015;