Пайка твердыми припоями
Паяние твердыми припоями применяют для получения прочных и термостойких швов.
Паяние твердыми припоями осуществляют, соблюдая следующие основные правила:
– как и при паянии, мягкими припоями, поверхности подгоняют друг к другу припиливанием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
– подогнанные детали в месте спая покрывают флюсом (рис. 458, а);
– на место спая накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой (рис. 458, б);
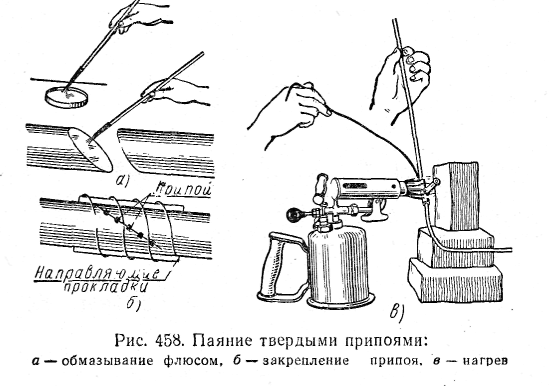
– подготовленные детали (заготовки) нагревают паяльной лампой (рис. 458, е), в кузнечном горне или электропечи;
– когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва;
– затем деталь охлаждают предварительно на воздухе до температуры 80—100° С и погружают в воду. Такой способ охлаждения повышает прочность соединения и облегчает удаление шлаковой пленки;
– после охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают;
– шов зачищают наждачной бумагой или опиливают напильником.
Дефекты при паянии, их причины и меры предотвращения:
– припой не смачивает поверхность паяемого металла вследствие недостаточной активности флюса, наличия окисной пленки, жира других загрязнений. Для предотвращения несмачивания в состав флюса добавляют фтористые соли или увеличивают его количество, улучшают обработку деталей, удаляя следы коррозии, жира;
– наплывы или натеки припоя вследствие недостаточного прогрев детали, припой не расплавился. Необходимо повысить температур пайки;
– припой (при хорошем смачивании) не затекает в зазор, который мал или велик. Надо подобрать оптимальный зазор;
– шероховатая поверхность паяного шва, получаемая при высоко температуре нагрева или длительном нагреве. Необходимо уменьшить температуру или время пайки;
– трещины в паяном шве вследствие значительной разницы в коэффициентах теплового расширения припоя и металла. Необходимо подобрать соответствующий припой;
– смещение и перекосы в паяных соединениях из-за плохого скрепления деталей перед пайкой. Необходимо исключить смещение соединяемых деталей при затвердевании припоя.
Дата добавления: 2015-12-26; просмотров: 2583;