Производительность экструдера
Зависит от:
1. Геометрии пресса (конструкции шнека). Угол захода нарезки a.
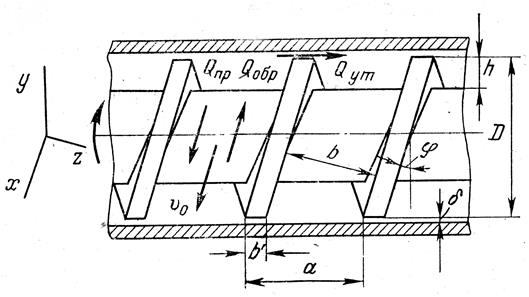
заходность шнека i (количество нарезок) площадь канала шнека, высота канала.
Dср. – средний диаметр шнека.
2. Скоростные характеристики: количество оборотов шнека n.
3. Теплофизические свойства материала: плотность, вязкость и др.
 – производительность пресса;
– производительность пресса;
F – площадь канала шнека;
Dср – средний диаметр шнека;
a – угол нарезки;
i – заходность шнека;
g – плотность материала;
n – количество оборотов шнека;
k – технологический коэффициент (поправка на износ шнека, недостатки конструкции) k=0,7-0,8 (для нового оборудования до 0,9)
 – скорость изолирования;
– скорость изолирования;
P – расход материала.
 |
Из-за наличия противотока в зазоре между шнеком и цилиндром.
 , где Q – расход между соседними витками, ∆ - глубина канала,
, где Q – расход между соседними витками, ∆ - глубина канала,
ε – экцентриситет цилиндра и шнека, μ – вязкость материала, l – ширина гребня, ∆Р – перепад давления между соседними витками. Q = QПО ПАСПОРТУ – QУТЕЧКИ
Формующая головка
1. прямоточная
Плюс: отсутствует перегиб по направлению течения расплава, нет застойных зон, нет эксцентриситета, эпюры скоростей и давления везде одинаковые.
Минус : сложен в обслуживании
2. Т – образная (прямоугольная)
Плюс: прост в установке и наладке(что облегчает смену формующего инструмента, фильтрующих сеток и решеток, чистку червяка и головки)
Минус: разные эпюры скоростей по поперечному сечению
3. Угловые

Т – образная головка:
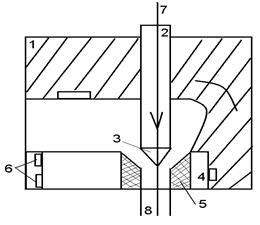 1-корпус;
1-корпус;
2- дорно-держатель; 3- дорн;
4- матрица-держатель;
5- матрица; 6 – нагревательный элемент;
7 – заготовка; 8- готовое изделие
Дорн – для создания канала истечения материала и пространственной ориентации заготовки.
Матрица – создания канала истечения, формования изделия
От расположения дорна и матрицы, наложение:
1. с обжатием (изоляция силовых кабелей)
2. частичное обжатие (изоляция несиловых кабелей, где наличие пуст неважно)
3. без обжатия (наложение оболочек). Носик дорна на границе матрицы либо выходит

Кабельные головки:
· С вакуумированием (откачка воздуха из формующего инструмента)
· Без вакуумирования
Способы формования:
1. с вытяжкой (линейная скорость больше скорости опрессования) Плюс: частичная ориентацичя молекул→ ↑ мех.элект. характеристики.
dИЗД < dМАТ KВЫТ = dМАТ / dИЗД
2.без вытяжки (для ПВХ, аморфных материалов где не надо кристаллизации) МИНУС:строго соблюдать тех.параметры. dИЗД = dМАТ
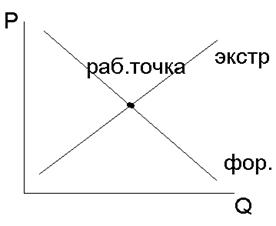
3. разбуханием (дефект, из- за неправильной выбранной рабочей точки)
4. 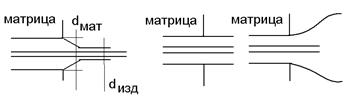 . dИЗД > dМАТ
. dИЗД > dМАТ
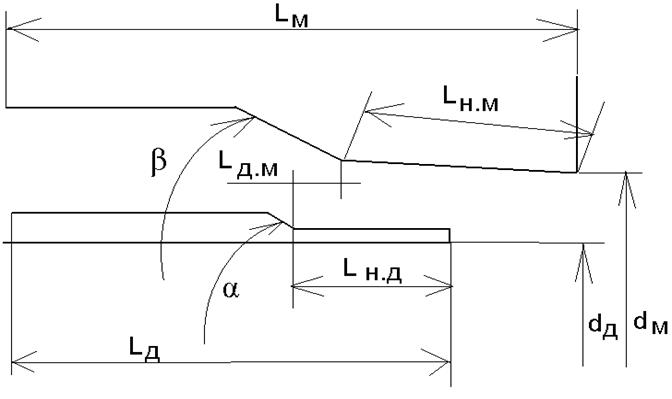 2.11 Параметры формующего инструмента
2.11 Параметры формующего инструмента
α и β – углы конусности дорна и матрици.
При обжатии LН.Д =0.
LД.М – регулируя им можно изменять давление канала с изменением расхода. Дает напорно-расходную характеристику.
На качество влияют:
* ↑ LН.М – однородные эпюры на выходе
* ↑α β - ↑ механические нагрузки → ↑ градиент давления, при больших производительностях выбирают малые углы α β
α = 25 – 50; β = 35 – 60; α отличается на 3-50 от β
DM = 0.98 – 0.99 dИЗД . DД = dИЗД + n*y
Дата добавления: 2015-11-26; просмотров: 3402;