МЕТОДЫ ОПТИМИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ И ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ ТО И РЕМОНТА АВТОМОБИЛЕЙ
Основой рациональной организации и управления на автомобильном транспорте при проведении ТО и ремонта автомобилей является производственный процесс. Рационально организованные производственные процессы создают условия для применения наиболее прогрессивных и эффективных принципов, методов, форм и рациональных организационных структур управления, которые обеспечивают оптимальное сочетание децентрализованных и централизованных процессов управления и обеспечивают максимальную эффективность управления.
Любой процесс труда включает три основных элемента: средства труда, предметы труда и рабочую силу. Следовательно, производственный процесс – это совокупность процессов труда, рабочей силы, использующей средства труда, направленных на преобразование предмета труда в продукт труда.
Оптимальный производственный процесс должен обеспечивать:
– рациональное, наиболее эффективное сочетание отдельных частей процесса (например, профилактики и восстановления);
– наиболее рациональное использование орудий труда (конвейеры, подъемники и другое технологическое оборудование) как по мощности, так и по производительности;
– наиболее целесообразное расположение отдельных подразделений, работников и оборудования с учетом рациональной последовательности выполнения работ по ремонту АТС;
– внедрение научной организации труда в каждом подразделении и на каждом рабочем месте;
– внедрение передовых методов и приемов труда с целью создания возможности осуществления прогрессивных методов управления производством.
Обобщающим показателем рациональной организации производственного процесса должен являться показатель его качественного выполнения в возможно короткий срок с минимальными затратами материальных и трудовых ресурсов.
Превращение предмета труда в готовую продукцию в соответствии со специализацией предприятия называется основным процессом производства. Для технической службы комплексного АТП основным процессом производства являются ТО и ремонт транспортных средств.
Производственный процесс, осуществляемый для удовлетворения нужд основного производства, называется вспомогательным процессом (например, ремонт технологического оборудования).
Производственные процессы, осуществляемые в АТП, в основном очень сложные, и для удобства анализа их можно расчленить на организационно и технически обособленные части – частичные процессы. Частичные процессы, в свою очередь, состоят из комплекса производственных операций.
Комплексом операций называется группа операций по изготовлению (восстановлению, обслуживанию) одной продукции (детали, узла или агрегата) на одном производственном участке.
Классификация производственного процесса ремонта АТС по различным признакам и формам представлена на рис. 5.1.
Производственные процессы ремонта АТС в зависимости от степени участия в них человека могут быть:
– ручными, осуществляемыми исполнителем вручную или с помощью ручных орудий труда (например, снятие агрегата без применения электрических, пневматических и им подобных инструментов;
– машинно-ручными, осуществляемыми машинами или механизмами при участии исполнителя или группой исполнителей (например, заворачивание гаек гайковертом);
– машинными, при которых основная работа полностью производится механизмом (работа на токарном станке с механической подачей);
– автоматизированными, при которых все основные и вспомогательные работы осуществляются автоматически без физического участия человека;
– аппаратурными, при которых основной производственный процесс осуществляется в специальной аппаратуре, а функции рабочего (оператора) сводятся к наблюдению и контролю за ним (например, снятие некоторых диагностических параметров с помощью специальной аппаратуры).

Рис. 5.1. Классификация производственных процессов ремонта АТС в зависимости от степени участия в них человека
По характеру и содержанию производственные процессы разделяются на механические и физико-химические.
Механические – это такие процессы, при которых под воздействием механических усилий изменяются форма, размеры, состояние и положение предмета труда (например, правка, гибка деталей, изменение размеров путем регулировки и т.п.).
Физико-химическим процессам свойственно изменение физико-химических свойств материалов и их внутренней структуры (например, термообработка деталей, покраска синтетическими эмалями и т.п.).
По длительности части производственного процесса подразделяют на непрерывные и прерывные.
Непрерывными называют такие производственные процессы, которые протекают без остановок и заканчиваются лишь тогда, когда иссякает запас или прекращается подача сырья, материалов или заготовок.
Прерывными называют такие производственные процессы, которые прерываются в связи с окончанием обработки каждой единицы продукции или каждой партии изделий.
Прибытие автомобилей с линии происходит, как правило, в течение относительно короткого времени. Так как пропускная способность ЕО рассчитывается на одну или две рабочие смены, то большая часть автомобилей после приема направляется в зону хранения, откуда в порядке очереди они поступают в зону ЕО и далее в соответствии с графиком.
По прибытии автомобилей в АТП водители сообщают механикам, принимающим автомобили с линии, о замеченных неисправностях. Механики АТП или автоколонны субъективно и при помощи средств диагностирования определяют техническое состояние автомобилей. По результатам диагностирования в АТП оформляют «Ремонтный листок». При необходимости дальнейшего уточнения диагноза автомобили после проведения уборочно-моечных работ направляют на посты диагностики Д-1 и Д-2. Для этой цели могут быть использованы эксперты (высококвалифицированные ремонтные рабочие). Исправные автомобили, не подлежащие плановому обслуживанию, направляют в зону хранения, а подлежащие ТО-1 или ТО-2 – соответственно на Д-1 или Д-2.
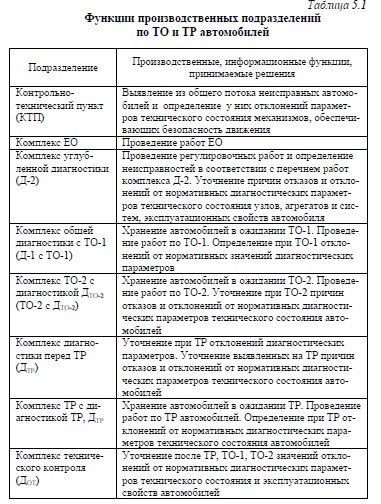
Функции основных производственных подразделений по ТО и ремонту представлены в табл. 5.1.
Повышение эффективности производства, его интенсификации достигаются в значительной мере благодаря использованию принципиально новых прогрессивных технологий и технологических процессов. Рассматривая в общем виде технологию технического воздействия как способ и прием, методы изменения технического состояния автомобиля с целью обеспечения его работоспособности, принято определять перечень входящих в нее технологических операций, базируясь на конструкции объекта обслуживания и требованиях к надежности агрегатов и систем автомобиля. Однако конструкция и технология должны подвергаться тщательному анализу.
Технология формируется на начальном этапе заводом-изготовителем, затем совершенствуется и дополняется научно-исследовательскими и проектными организациями, приобретая форму нормативного документа – типовой технологии. Дальнейшее совершенствование технологии происходит в региональных проектных бюро, которые в соответствии с конкретными условиями АТП (производственными площадями, числом автомобилей и др.) предлагают организационную форму технологического процесса (ОФТП). Реализация предложенной ОФТП методами управления и материально-технического обеспечения представляет собой производственный процесс ТО и ремонта автомобилей.
Под организационными формами технологического процесса понимается распределение работ по зонам, их производственным подразделениям и блокам, другим структурным элементам производства в соответствии с технологическими особенностями операций ТО и ремонта и видам работ, а также последовательность проведения работ в процессе технических воздействий на автомобиль.
Прогрессивность технологии можно оценить с использованием в комплексе таких показателей, как производительность труда, качество предоставляемых услуг и уровень безопасности и экологичности производства. Задача комплексной оценки состоит в том, чтобы выявить преимущества и недостатки различных проектных решений, вариантов технологий, комплектов оборудования, оценить экономическую эффективность, особенности технологии организаций и их производственных подразделений.
На основе анализа существующих технологий ТО и ремонта автомобилей разработана классификация факторов, влияющих на прогрессивность технологий (рис. 5.2). Механизация работ оказывает первостепенное влияние на основные показатели технической эксплуатации – коэффициент технической готовности и затраты на ТО и ремонт.
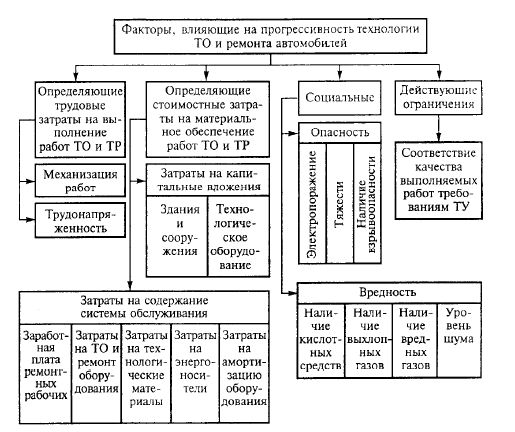
Рис. 5.2. Классификация факторов, влияющих на прогрессивность технологий ТО и ремонта автомобилей
Поэтому сокращение трудоемкости работ, оснащение рабочих мест и постов высокопроизводительным оборудованием и на этой основе повышение механизации производственных процессов ТО и ремонта подвижного состава следует рассматривать как одно из главных направлений технического прогресса.
Организация работы производственных участков (цехов), их взаимосвязь с постами технического обслуживания и текущего ремонта автомобилей.
Одной из форм рациональной организации ТО и ТР является система централизованного управления производством (ЦУП) технического обслуживания и ремонта подвижного состава.
При централизованном управлении производством ТО и ТР автомобилей применяется агрегатно-узловой метод ремонта.
В этом случае ремонт автомобилей производится в основном путем замены неисправных частей новыми или отремонтированными за счет оборотного фонда предприятия. Систему централизованного управления производством ТО и ТР рекомендуется внедрять в АТП, имеющих более 200 автомобилей. Она базируется на следующих принципах:
– управление производством ТО и ТР осуществляется централизованно отделом управления производством (ОУП);
– производственные комплексы формируются по технологическому принципу ТО и ТР;
– работа производственных подразделений осуществляется на основе сменно-суточных заданий;
– ежедневный учет и анализ выполнения сменно-суточных заданий участками, бригадами и отдельными исполнителями осуществляются группой планирования и анализа информации.
Лекция 5
Дата добавления: 2015-11-26; просмотров: 156703;