Герметизация заклепочных и болтовых соединений деталей
Способы герметизации соединений
В зависимости от места расположения соединений различают три основных способа герметизации (рис. 9.42):
· внутришовный
· поверхностный
· комбинированный

Внутришовный способ
Этот способ (рис. 9.42, a) применяется при герметизации соединений при переменном воздействии перепада давления и нагрузки то с одной, то с другой стороны. В этом случае герметизация осуществляется прокладыванием между соединяемыми деталями упругих лент, пленок, прокладок или нанесением пастообразных герметиков.
Поверхностный способ (внутренний или наружный)
Герметизация поверхностным способом (рис. 9.42, б) осуществляется после сборки узлов и агрегатов. В конструкциях из монолитных панелей необходимо покрывать герметиком только зоны швов. При этом герметизация осуществляется нанесением на поверхность жидких и пастообразных герметизирующих материалов. При высыхании и полимеризации они образуют герметичное покрытие (пленку). Желательно наносить герметик со стороны повышенного давления, избегая нагружения герметика на отрыв и воздействия внешних атмосферных факторов.
В настоящее время повысилась точность сборки и плотность прилегания деталей друг к другу. Возможность появления зазоров и их величина значительно уменьшились и появилась возможность нанесения герметика только на наружную поверхность соединения.
Комбинированный способ герметизации
Данный способ (рис. 9.42, в) заключает в себе сочетание поверхностного и внутришовного способов и в большинстве случаев обеспечивает наибольшую надежность герметизации соединения.
Чаще всего герметизация для работы в диапазоне температур до 200 °С производится при помощи жидкого герметика типа У-ЗОМ, УТ-30М и герметика в виде ленты или жгута У-20М, свойства которых приведены в справочниках ВИАМ и ГОСТах.
Конструкция герметичных соединений
В конструкциях самолетов применяются различные виды соединений: заклепочные, болтовые, сварные, клеевые, клеесварные и клееклепаные. Выбор того или иного вида соединения диктуется конструктивными и технологическими особенностями, в том числе требованиями герметичности шва.
Источниками утечек в заклепочных и болтовых соединениях являются зазоры в отверстиях, щели в соединенных элементах и стыковые швы. Наибольшее внимание следует уделять оформлению контакта элементов пакета между собой и контакту по потайным головкам заклепок.
Практикой эксплуатации установлены следующие параметры заклепочных соединений, обеспечивающие наилучшую герметичность: ширина поверхностного контакта (например, полки профиля) 30...35 мм, шаг заклепок в ряду 15...20 мм, расстояние между рядами 10... 12 мм, расстояния от кромки профиля 10... 12 мм. Обычно применяют двухрядные (редко трехрядные) швы и прессовую клепку, которые обеспечивают более плотное соединение. В случаях применения внутришовной прокладки ее толщину выбирают не более 0,3 мм.
Болтовые и заклепочные соединения имеют очень много общего с точки зрения герметизации. Плотность контакта отдельных элементов — головки, стержня, шайбы и гайки — является определяющим параметром.
Степень герметичности в цилиндрической зоне крепежного элемента зависит от посадки болта в отверстие или натяга при постановки заклепки. Уменьшение зазора и герметизация достигается с помощью уплотнительной пленки связующего материала (клея, грунта, краски и т. п.).
Для предотвращения утечки через резьбу, головки болтов и осаживаемую часть стержня заклепок желательно располагать с внутренней стороны конструкции, находящейся под давлением, если это не отражается на гладкости поверхности или не нарушает обтекания.
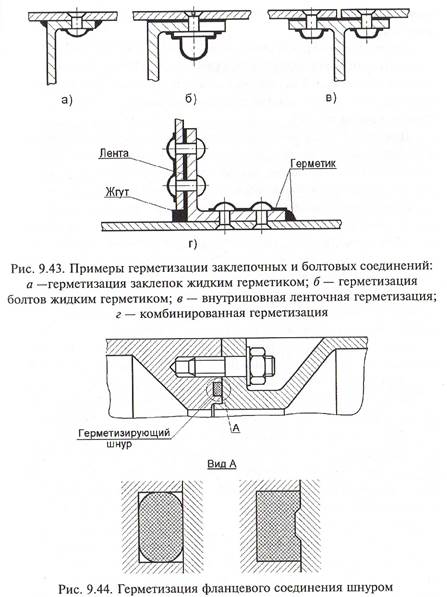
Для герметизации фланцевых стыковых болтовых соединений используют дополнительно прокладки в виде шнура, устанавливаемые в проточки пакетов, в специальные гнезда и канавки (рис. 9.44).
Эффективность герметизации болтовых соединений с помощью всякого рода прокладок достаточно высока, но при условии, что уплотнительная прокладка, имеющая всегда несколько большую высоту, чем выбираемый технический зазор, выдержит давление при затяжке болта и не вызовет перекоса в соединении.
Наконец, достаточно распространенным является способ герметизации болтовых соединений при помощи герметичных анкерных гаек. При этом необходимо всегда помнить, что, во-первых, корпуса таких гаек сами нуждаются в герметизации, во-вторых, установка их увеличивает общую трудоемкость выполнения соединения на 15...20 %, и, в-третьих, что масса соединения возрастает на 5... 10 %.
По каждому герметичному соединению обычно выпускается чертеж герметизации с указанием марки герметика, его расположения в швах и толщины слоя. Иногда это указывается непосредственно на сборочном чертеже.
| <== предыдущая лекция | | | следующая лекция ==> |
| Проектирование кронштейнов навески рулей, допускающих компенсацию в осевом направлении | | | Основные агрегаты самолетов |
Дата добавления: 2015-12-08; просмотров: 10696;