Характеристика приспособлений, применяемых при производстве ПТМ
Одним из главных средств технологического оснащения являются приспособления, к которым относятся вспомогательные устройства, используемые для механической обработки, сборки и контроля заготовок и деталей.
По своему назначению приспособления делятся на станочные, сборочные и контрольные, а также приспособления для захвата и перемещения заготовок и узлов.
Станочные приспособления предназначены для установки и закрепления на станках обрабатываемых изделий.
Сборочные приспособления применяются для точного и быстрого соединения деталей в сборочные единицы и комплексы. При сборке крупных сборочных единиц и комплексов подъемно-транспортных машин (порталов, мостов кранов) сборочные приспособления носят названия стендов, стапелей.
Контрольные приспособления применяются для контроля заготовок и деталей на промежуточных и окончательных стадиях обработки, а также для контроля собранных узлов машин. Следует, однако, иметь в виду, что правильно сконструированное станочное или сборочное приспособление выполняет одновременно и функции контроля (проверяет правильность размеров между отверстиями в приспособлении для сверления группы отверстий).
Приспособлениями для захвата, перемещения и перевертывания обрабатываемых и собираемых тяжелых заготовок и узлов служат кантователи, передвижные порталы с вакуумными захватами листовых заготовок, применяемые при сборке главных балок мостов.
По степени специализации все приспособления делят на три группы:
универсальные, которые, в свою очередь, делятся на простые (патроны, делительные головки, поворотные столы) и универсально- спорные;
специализированные, представляющие собой универсальные приспособления, используемые для обработки только определенного вида заготовок, для чего в их конструкции вносятся небольшие изменения (например, специальные кулачки в патронах);
специальные, предназначенные для выполнения строю определенных операций.
Приспособление состоит из следующих основных элементов:
корпусных или базовых, на которых размещаются остальные элементы (плиты, корпуса);
установочных, служащих для определения положения заготовки относительно режущего инструмента (призмы, центра);
зажимных, служащих для закрепления заготовок в приспособлении (эксцентрики, винты и др.);
направляющих, служащих для точного направления движения режущего инструмента относительно обрабатываемой заготовки (кондукторные втулки);
делительных или поворотных, осуществляющих точное изменение положения заготовки относительно режущего инструмента;
механизированных приводов, служащих для зажима обрабатываемой заготовки.
Примером приспособления, включающего почти все перечисленные элементы, может служить приспособление для сверления отверстий в корпусе редуктора ВК-500 (рис. 10). Базовым элементом здесь является сварной корпус 4, на котором размещаются зажимные рычаги 1,6, 8, приводимые в действие от пневматических цилиндров 3, 5, и откидные кондукторные плиты 7 с кондукторными втулками 10. Установочными элементами служат планки 2 и упор 11. Откидные кондукторные плиты управляются при помощи пневматических цилиндров 9, 12. Для управления всеми пневматическими цилиндрами используется распределительный кран, установленный на приспособлении.
Приспособление относится к снециальным, и в его конструкции использовано весьма небольшое число стандартных и унифицированных деталей (кондукторные втулки, некоторые детали пневмосистемы), а остальные детали специально изготовлены для данного приспособления, что значительно увеличивает его стоимость.
В настоящее время при производстве подъемно-транспортных и других видов машин все шире начинают применять универсально-сборные и универсально-наладочные приспособления (УСП и УНП).
Применение таких приспособлений позволяет сократить сроки технологической подготовки производства, повысить коэффициент его оснащенности и снизить себестоимость продукции.
Универсально-сборные и универсально-наладочные приспособления собираются в основном из нормализованных деталей, и только для некоторых конструкций возникает необходимость изготовления ненормализованных деталей. УСП и УНП легко собираются и разбираются, а их элементы используются для компоновки новых приспособлений. В основе систем универсально-сборных и универсально-наладочных приспособлений лежит принцип многократного использования нормализованных деталей для компоновки различных схем приспособлений.
В комплект нормализованных деталей УСП и УНП входят плиты, подставки, призмы, планки, угольники, втулки, прихваты и др. Общее количество деталей, входящих в комплект, зависит от типа производства, его организации, степени освоения приспособления и находится обычно в пределах 600—1000 шт., однако на некоторых заводах применяются УСП с числом деталей от 12 до 20 тыс. единиц.
УСП и УНП собирают слесари-монтажники по чертежам или эталонам заготовки и технологической карте. Только на сложные
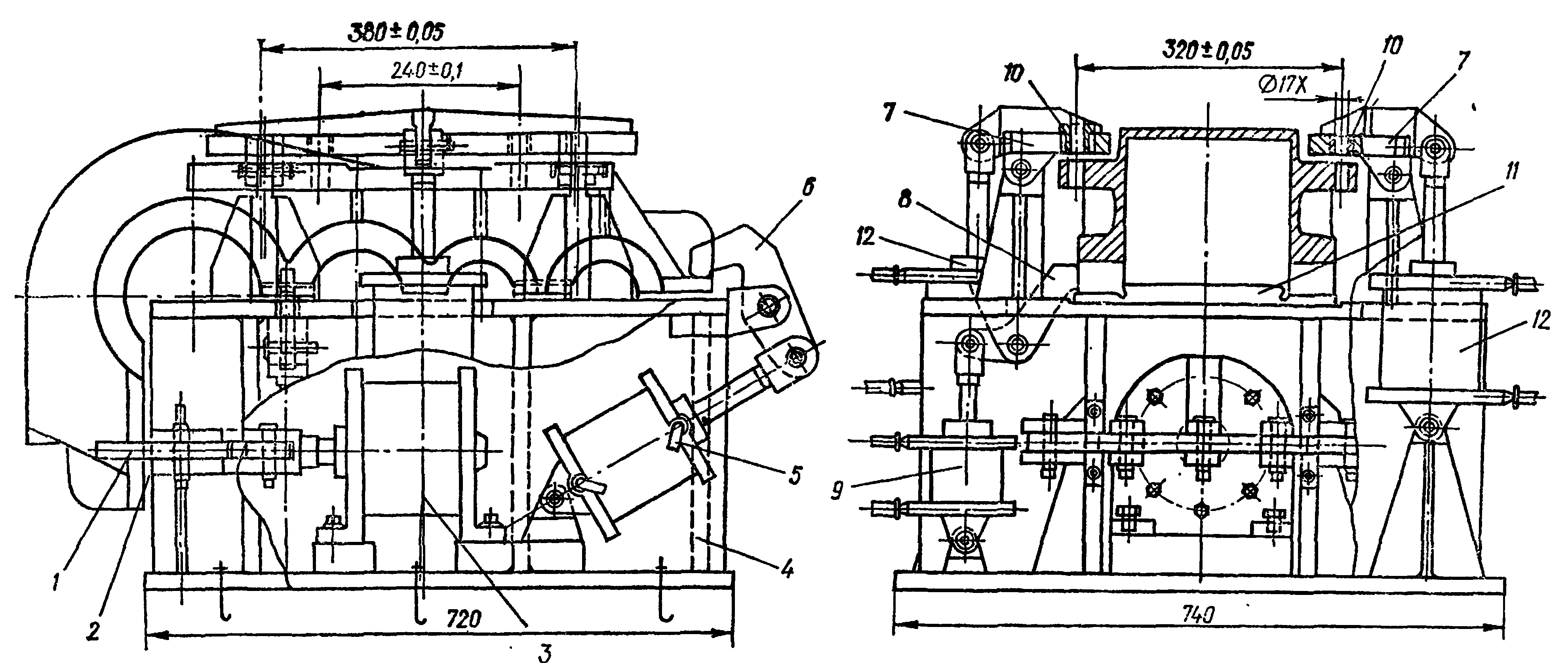
Рис. 10. Приспособление для сверления отверстий в корпусе редуктора ВК-500:
/, 6, 8 зажимные рычаги 2 — планки; 5. 5, 9, 12 — пневматические цилиндры; 4 — корпус; 7 — кондукторные плиты; 10 — втулки;
11 — удар
и особо сложные приспособления разрабатывают чертежи. Продолжительность сборки УСП и УНП средней сложности составляет 1-3 ч.
В виде примера на рис. 11 приведена монтажная схема УНП для фрезерных операций.
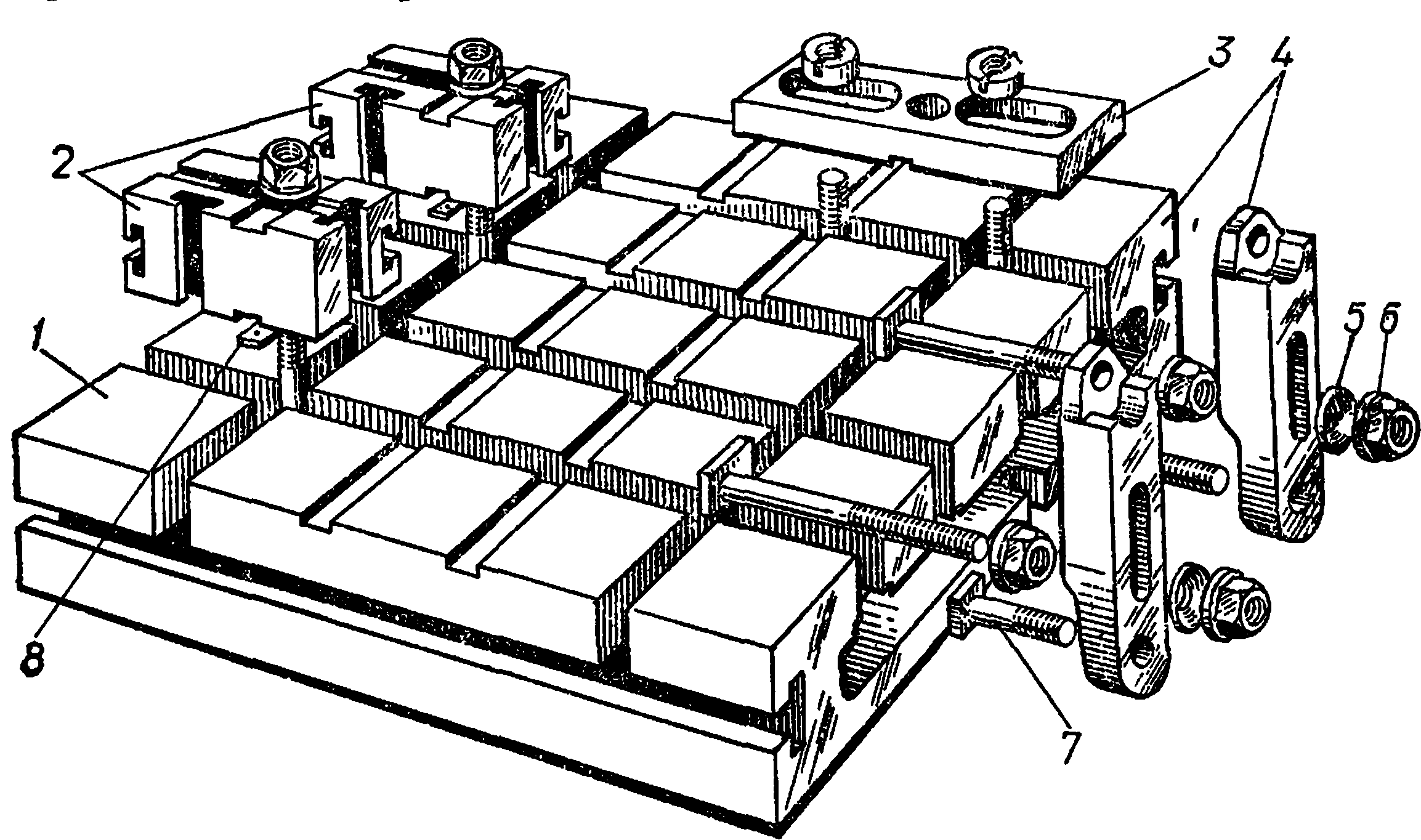
Рис. 11. Монтажная схема УНП для фрезерных операций:
У — базовая плита; 2 — опора прямоугольная; 3 — плоский прихват; 4 — прихваты изогнутые; 5 — шайбы сферические; 6 — гайки высокие; 7 — болты; 8 — шпонки
ЛЕКЦИЯ№3
Глава III
Дата добавления: 2015-10-29; просмотров: 1308;