ЛЕГИРОВАНИЕ МЕТАЛЛА ШВА ПРИ СВАРКЕ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ. ОСОБЕННОСТИ.
1. При сварке высоколегированных сталей легирование швов осуществляется:
а)главным образом через присадочную проволоку,
б)реже — через так называемые керамические флюсы,
в) через покрытие электродов, причем в последнем случае чаще происходит не полное, а лишь частичное легирование металла шва.
Весьма часто, исходя из условий эксплуатации сварных изделий и соответственно требуемых свойств металла шва, химический состав его даже на одной и той же марке стали принимают отличным от состава свариваемой стали.
Состав металла шва выбирается прежде всего в зависимости от марки свариваемой стали, ее свариваемости, а также от требуемых механических свойств и коррозионной стойкости сварных соединении.
Химический состав шва определяет его структуру, от которой, в свою очередь, зависят как механические свойства, так и коррозионная стойкость металла, а также его технологичность (стойкость против образования трещин, деформируемость и др.).
Для определения структуры высоколегированных сварных швов по их химическому составу обычно пользуются структурной диаграммой Шеффлера (рис. 1), являющейся развитием диаграммы Маурера.
а). При этом учитывается соответствующее аустенитизирующее и ферритизирующее действие всех присутствующих легирующих элементов, которое для сварных швов несколько иное, чем для катаной стали и даже для стального литья.
б). Эквивалентное действие легирующих элементов на структуру сварных швов по отношению к никелю и хрому ориентировочно выражают следующими коэффициентами: NiЭКВ = %Ni + 30% С + 30 % N + 0,5 % Мо,
Сrэкв = 1%Сr + 2%Мо + l,5%Si + 5% Ti + 2% Nb + 2%А1+ 1,5% W + V
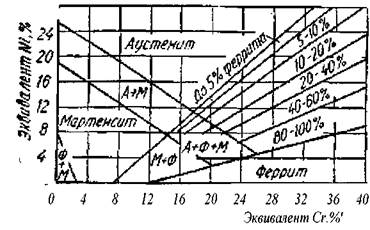
Рис. 1 Диаграмма влияния элементов на структуру металла сварных швов
(диаграмма Шеффлера.).
в). По заданному составу шва выбирают присадочную проволоку или электроды, учитывая при этом марку свариваемой стали, примерные доли электродного и основного металлов, из которых состоит шов, зависящие от режима сварки, а также степень выгорания элементов при сварке и переход их из флюса или из покрытия электродов в шов, которые, в свою очередь, зависят от режимов сварки и содержания этих элементов в проволоке и электродном покрытии или их окислов во флюсе и в покрытии.
г). Наиболее хорошие свойства имеет только металл шва, содержащий аустенит и около 5% феррита.
ОБЩИЕ ВОПРОСЫ МЕТАЛЛУРГИИ ЭЛЕКТРОДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Современные высоколегированные стали, даже не подвергнутые специальному металлургическому улучшению- вакуумному, электрошлаковому, плазменно-дуговому переплавам, — отличаются хорошей раскисленностью и высокой чистотой по кислороду и вредным примесям.
С целью приближения свойств металла шва к свойствам основного металла при сварке стали стремятся ограничить насыщение сварочной ванны кислородом, серой, фосфором, а в ряде случаев —углеродом и даже кремнием и, кроме того, обеспечить хорошее раскисление жидкого металла, а также измельчить структуру шва..
Литой металл шва, как правило, по пластичности и вязкости несколько уступает катаному металлу.
Засорение же шва указанными примесями может привести к ухудшению его свойств и снижению работоспособности сварных изделий.
Несмотря на большую растворимость и полезность азота в высоколегированном металле по сравнению с углеродистым нелегированным или низколегированным, чрезмерное насыщение жидкого металла сварочной ванны азотом за счет воздуха (при сварке с нарушением защиты) может вызвать пористость шва, особенно при многослойной сварке.
Дата добавления: 2015-10-22; просмотров: 1662;