ШЛИФОВАЛЬНЫЕ СТАНКИ И ШЛИФОВАЛЬНЫЕ РАБОТЫ
Шлифованием называют обработку резанием, при которой рабочая поверхность инструмента 1 состоит из множества абразивных зерен и совершает главное движение резания Dr, с высокой скоростью (обычно 20—60 м/с), а заготовке 2 сообщают движения подачи DS необходимые для образования поверхностей с требуемыми размерами, геометрической формой и относительным расположением (рис. 1).
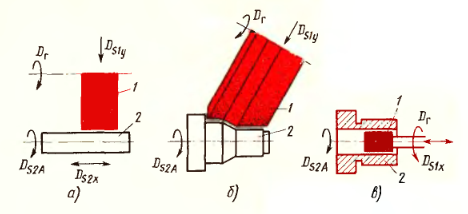
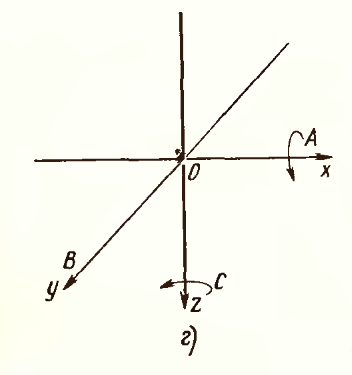
Рис. 1. Элементы движений круга (1) и заготовки (2) при шлифовании:
Dr - главное движение резания; DS1Y, DS2А, DS2X, DS1X, - движения подачи при наружном (а, б) и внутреннем (в) шлифовании в системе координат (г)
В зависимости от расположения и формы обрабатываемой поверхности заготовки 2 шлифование подразделят на следующие виды. Если на заготовке 2 обрабатывается наружная поверхность, го шлифование называется наружным (см. рис. 1.1, а, б). При внутреннем шлифовании (см. рис. 1.1, в) производится обработка внутренней поверхности, при плоском (рис. 1.4, е, ж) — шлифование плоской поверхности, при профильном — шлифование поверхности, образующая которой кривая или ломаная линия (рис. 1.4, б). Шлифование поверхности вращения называется круглым шлифованием, шлифование сферической поверхности — cферошлифованием, шлифование боковых поверхностей на зубчатых колесах — зубошлифованием, шлифование боковых сторон и впадин профиля резьбы — резъбошлифованием, шлифование боковых поверхностей шлицев — шлицешлифоваиием. Заготовка 2 совершает при шлифовании движение подачи DS и может иметь разные технологические базы при установке на станке.
Шлифование, при котором технологической базой является наружная и внутренняя поверхности заготовки, а базирование и закрепление заготовки производятся с помощью патрона, называется шлифованием в патроне (рис. 2, в).
Шлифование, при котором в качестве технологической базы используются центровые отверстия или наружные центровые поверхности заготовки или центровой оправки, а базирование и закрепление заготовки производятся в центрах станка или на оправке, называется шлифованием в центрах (рис. 1, а, б).
Круглое шлифование, при котором технологической базой является обрабатываемая поверхность или ранее обработанная цилиндрическая поверхность, называется бесцентровым шлифованием (рис. 2, б). При бесцентровом шлифовании движение подачи DS заготовке 2 сообщает ведущий круг 3- при вращении DS3 за счет сил трения между поверхностью ведущего круга и заготовки. Заготовка поддерживается специальным устройством — ножом 4.
Движение подачи DS при плоском шлифовании может быть возвратно-поступательным (рис. 2, г) на станках с прямоугольным столом либо вращательным — на станках с круглым столом (рис. 2, е, ж).
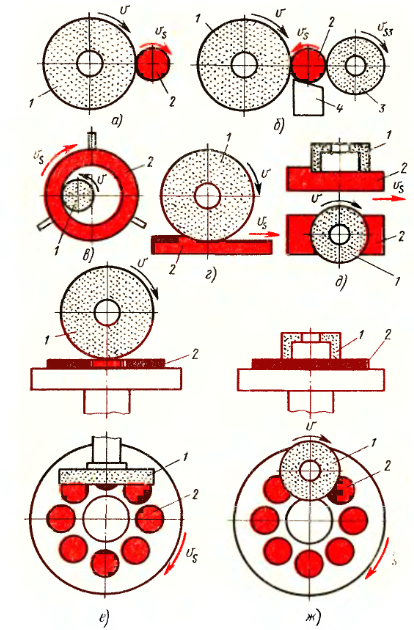
Рис. 2. Схемы расположения круга и заготовки и направления движения подачи при шлифовании периферией круга (а, б, е, г, е) и торцом круга (д, ж):
1 — круг шлифовальный, 2 - заготовка, 3 — круг ведущий, 4 — нож опорный
Шлифование, при котором движение подачи DS осуществляется в направлении, перпендикулярном обрабатываемой поверхности, называется врезным.
Скорость главного движения резания при шлифовании достаточно высокая по сравнению с лезвийной обработкой. Обычно скорость шлифования находится в пределах 25—35 м/с. Для повышения эффективности обработки скорость резания увеличивают. Шлифование с рабочей скоростью абразивного инструмента в пределах 35—60 м/с называют скоростным шлифованием, а свыше 60 м/с— высокоскоростным шлифованием.
Шлифование, предназначенное для удаления с заготовок дефектного слоя, называют обдирочным шлифованием.
Шлифование одной или нескольких поверхностей одной и той же заготовки или нескольких заготовок одновременно несколькими шлифовальными кругами называется многокруговым шлифованием.
В отличие от шлифования, при котором скорость главного движения резания значительно больше скорости подачи, используется также абразивная обработка, при которой инструмент и заготовка совершают вращательное, возвратно-поступательное, осциллирующее или другое сложное движение со скоростями одного и того же порядка. Такая абразивная обработка называется доводкой. Основными видами доводки являются притирка, хоиингование и суперфиниширование. При притирке абразивным инструментом является притир, осуществляющий перемещение относительно заготовки абразивных зерен, находящихся в суспензии, пасте или внедрившихся (шаржированных) в рабочую поверхность притира. При хонинговании и суперфинишировании абразивный инструмент (обычно в форме брусков) закрепляют в специальных крепежных устройствах (хонах, головках) и он совершает сложное движение относительно заготовки, состоящее из простых движений: вращения и возвратно-поступательного перемещения.
Абразивная обработка, предназначенная только для уменьшения шероховатости и увеличения зеркального отражения обрабатываемой поверхности, называется абразивным полированием.
Шлифование рабочей части лезвийного режущего инструмента называется заточкой. На рис. 3 показано относительное расположение круга 4 и торцовой фрезы 2 на заточном станке.
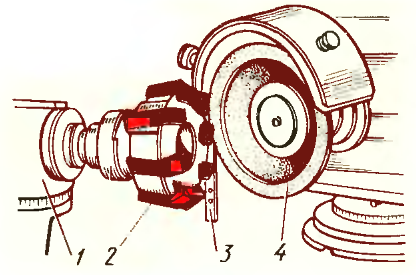
Рис. 3. Заточка торцовой фрезы алмазным кругом:
1 — головка ваточного станка, 2 -торцевая фреза, 3 — упор, 4 — алмазный круг
Наряду с такими распространенными видами абразивной обработки, как шлифование, заточка и доводка, применяются и другие виды абразивной обработки: струйно-абразивная, жидкостно-абразивная, виброабразивная, а также специальные виды абразивной обработки с использованием электрохимического растворения металлов, электроэрозионного разрушения металлов, вибраций с ультразвуковой частотой, магнитного поля и других физических и химических явлений.
Дата добавления: 2015-10-22; просмотров: 1057;