Организация производства полуфабрикатов в овощном цехе заготовочного предприятия
На заготовочных предприятиях организуются овощные цехи, перерабатывающие 1 т овощей и больше. Эти цехи работают на основе договоров с другими предприятиями.
Технические условия и технологические инструкции предусматривают изготовление полуфабрикатов: очищенного сульфитированного картофеля, не темнеющего на воздухе; капусты свежей белокочанной зачищенной, моркови, свеклы, лука репчатого очищенного.
Технологический процесс обработки овощей в крупных овощных цехах такой же, как в цехах средней и малой мощности, только он больше механизируется.
 |
В овощном цехе крупного заготовочного предприятия для ускорения процесса обработки овощей устанавливают две технологические линии: механизированную поточную линию обработки картофеля (ПЛСК-63) и линию обработки корнеплодов (моркови, свеклы) ЛМО.
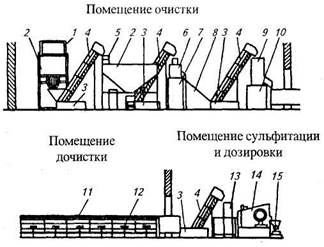
Рис. 6. Линия очистки и сульфитации картофеля ПЛСК-63:
1 — клеть контейнероопрокидывателя; 2 — бункер; 3 — приемные лотки; 4 — наклонные перегружатели; 5 — питатель раздаточный; 6 — моечная вибрационная машина; 7— грязеотстойник; 8 — камнеловушка; 9 — картофелеочистительная машина; 10 — мезгосборник; // — конвейер дочистки; 12 — стулья; 13 — машина для сульфитации; 14 — весовой автоматический дозатор; 15 — емкость
На линии обработки картофеля используется оборудование, обеспечивающее непрерывный производственный процесс: наклонные транспортеры, вибромоечная машина, картофелечистка непрерывного действия КНА-600М, конвейер инспекции и дочистки, машина для сульфитации, весы автоматические (рис. 6). На этой линии калиброванный картофель подается в вибромоечную машину, проходит камнеловушку, очищается на картофеле очистительной машине, поступает на конвейер инспекции и дочистки, затем попадает в машину для сульфитации и на весовой дозатор. Дочистку картофеля производят вручную коренчатыми или желобковыми ножами. Конвейер комплектуется специальными стульями для коренщиц.
Сульфитация картофеля производится 0,5—1 %-ным раствором бисульфита натрия в течение 5 мин. Обработанный таким образом картофель может храниться, не темнея на воздухе, в течение 48 ч при температуре 2—7°С (или 24 ч при температуре 15—16°С).
Отходы от механической обработки картофеля (мезга с водой) идут в крахмальное отделение для получения крахмала.
Поточная линия ЛМО имеет производительность 300—500 кг/ч. Отличительной особенностью технологического процесса является то, что после мытья корнеплодов они подвергаются термическому обжигу в печи при температуре 1000°С, а затем производится смывание кожицы с поверхности корнеплодов в душевых устройствах.
Остальные производственные процессы (дочистка, взвешивание, затаривание) осуществляются на рабочих местах так же, как и на линии ПЛСК-63, исключая процесс сульфитации.
Обработка репчатого лука на линии ЛМО начинается с обжига, затем технологический процесс осуществляется аналогично описанному выше. В овощных цехах, где не используется линия ЛМО, репчатый лук обрабатывают вручную. Для каждого работника организуется рабочее место, оборудованное специальным столом с вытяжкой.
Изготовленные овощные полуфабрикаты укладывают в тару, маркируют и отправляют в экспедицию.
Организация труда в цехе.Работу небольших овощных цехов организует заведующий производством; крупные овощные цехи возглавляют начальник цеха или бригадир.
Чистильщики овощей 1-го и 2-го разрядов выполняют все операции по обработке овощей и приготовлению полуфабрикатов. Согласно производственной программе составляется график выпуска овощных полуфабрикатов партиями в зависимости от сроков реализации блюд в течение дня.
В конце рабочего дня ответственный работник цеха составляет отчет о количестве израсходованного сырья и выпущенных полуфабрикатов.
Дата добавления: 2015-10-21; просмотров: 2886;