Типовые расчеты: числа гнезд, усилия формования и смыкания, размеры загрузочной камеры. Решение практических задач
Расчет усилий (литье под давлением)
Необходимое усилие смыкания  оценивается по уравнению:
оценивается по уравнению:

где  – давление формования (его величина зависит от реологических особенностей расплава и составляет 20 – 50 МПа; большие значения для вязких расплавов с низким ПТР);
– давление формования (его величина зависит от реологических особенностей расплава и составляет 20 – 50 МПа; большие значения для вязких расплавов с низким ПТР);
 - площадь проекции изделия на плоскость разъема формы, м2;
- площадь проекции изделия на плоскость разъема формы, м2;
 - гнездность формы;
- гнездность формы;
 - коэффициент, учитывающий влияние литник
- коэффициент, учитывающий влияние литник  =1,0 – 1,5.
=1,0 – 1,5.
Задание для расчета:
| значение | |||||||||||||||
| , МПа
| |||||||||||||||
| , м2
| |||||||||||||||
|
| |||||||||||||||
|
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,1 | 1,2 | 1,3 | 1,4 |
Расчет количества гнезд (прессование)
Приближенным является способ определения количества гнезд, по которому
 ,
,
где  – максимальное усилие пресса в Н;
– максимальное усилие пресса в Н;
 - усилие прессование в Н.
- усилие прессование в Н.
Оптимальная гнездность  пресс формы, обеспечивающая определенный выпуск деталей в заданное время, определяется по формуле:
пресс формы, обеспечивающая определенный выпуск деталей в заданное время, определяется по формуле:
 ,
,
где  – время выдержки в форме под давлением – в расчете на 1 мм толщины в мин;
– время выдержки в форме под давлением – в расчете на 1 мм толщины в мин;
 - наибольшая толщина прессуемой детали, мм;
- наибольшая толщина прессуемой детали, мм;
- программа выпуска изделия в месяц, шт;
 - коэффициент, зависящий от конструкции пресс-формы и сложности прессуемой детали (табл. 1);
- коэффициент, зависящий от конструкции пресс-формы и сложности прессуемой детали (табл. 1);
 - необходимый фонд времени для выпуска изделия за месяц, мм.
- необходимый фонд времени для выпуска изделия за месяц, мм.
Таблица 1
Коэффициенты трудоемкости прессования деталей из пластмасс (для расчета гнездности форм)
| Конструкция формы | Детали | ||
| без арматурой | с арматурой | ||
| до 3 шт. | св. 3 шт | ||
| Съемная и полустационарная | 1,3 | 1,8 | 2,5 |
| Стационарная | 1,1 | 1,2 | 1,5 |
Расчет количества гнезд в формах для пресс-литья имеет особенности. Например, в съемных формах с горизонтальной плоскостью разъема количество гнезд определяют, учитывая величину площади проекции литниковой камеры на плоскостью разъема. Эту величину считают исходной, поскольку она зависит от вполне определенных величин причин: необходимого удельного давления прессования и рабочего усилия пресса. Разогретый пресс-материала под давлением обладает упругими свойствами, благодаря которым он способен почти без изменения и по всем направлениям передавать, производимое на него давление. Поэтому в процессе работы в форме возникают разнонаправленные усилия. Рассмотрим как они распределяются (рис.2).
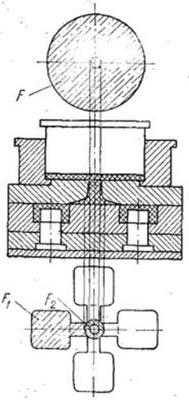
| Рис. 2. Схема для расчета количества гнезд в формах для литьевого прессования:
 - площадь проекции литьевой камеры; - площадь проекции литьевой камеры;
 - площадь проекции оформляющего гнезда; - площадь проекции оформляющего гнезда;
 - площадь проекции центрального литника - площадь проекции центрального литника
|
Для удобства расчета площадь проекции на плоскость разъема оформляющего гнезда и литникового канала объединены и обозначены .
Усилие прессования, действуя на площадь , стремиться сомкнуть пресс-форму. Это же усилие, действуя на сумму площадей и создает противодействующую силу, стремящуюся разомкнуть пресс-форму. для того чтобы в процессе прессования пресс-форма не размыкалась, площадь проекции литьевой камеры должны быть больше или равна сумме площадей проекции оформляющих гнезд и литникового канала:
 .
.
Отсюда приближенная формула расчета гнезд для пресс-форм литьевого прессования имеет вид
 .
.
Задание для расчета:
| значение | |||||||||||||||
 , мм/мин , мм/мин
| 0,5 | 1,5 | 2,5 | 3,5 | 4,5 | 5,5 | 6,5 | 7,5 | |||||||
| , мм
| |||||||||||||||
| , шт
| |||||||||||||||
| , мин
|
Расчет количества гнезд (литье под давлением)
Расчет количества гнезд формы связан с выбором литьевой машины по следующим ее параметрам: весу впрыска, пластикационной производительности, усилию смыкания.
Количество гнезд  исходя из веса впрыска машины, определяется по формуле:
исходя из веса впрыска машины, определяется по формуле:

где  – вес впрыска машины, г (приведен в паспорте машины);
– вес впрыска машины, г (приведен в паспорте машины);
 - вес одной детали, г;
- вес одной детали, г;
 - коэффициент, учитывающий вес литниковой системы относительно веса одной детали (табл. 2).
- коэффициент, учитывающий вес литниковой системы относительно веса одной детали (табл. 2).
Количество гнезд  , исходя из пластикационной производительности материального цилиндра машины, определяется по формуле
, исходя из пластикационной производительности материального цилиндра машины, определяется по формуле
 ,
,
где  – пластикационная производительность машины, кг/ч (приведена в паспорте машины, при переработке кристаллизующихся полимеров следует принимать значения
– пластикационная производительность машины, кг/ч (приведена в паспорте машины, при переработке кристаллизующихся полимеров следует принимать значения  );
);
 - продолжительность выдержки детали в форме (в сек) в расчете на 1 г веса детали, ориентировочно принимаемой равной 1 сек;
- продолжительность выдержки детали в форме (в сек) в расчете на 1 г веса детали, ориентировочно принимаемой равной 1 сек;
 - длительность холостого цикла (в сек), который включает время смыкания формы, подвода сопла, впрыска пластмассы, размыкания формы, выталкивания детали и т.п. (табл. 3).
- длительность холостого цикла (в сек), который включает время смыкания формы, подвода сопла, впрыска пластмассы, размыкания формы, выталкивания детали и т.п. (табл. 3).
Количество гнезд  , исходя из усилия смыкания машины, определяется по формуле
, исходя из усилия смыкания машины, определяется по формуле
где  – усилие смыкания формы, кгс (приведено в паспорте машины);
– усилие смыкания формы, кгс (приведено в паспорте машины);
 - удельное давление пластмассы в оформляющем гнезде, кгс/см2, ориентировочно принимается равным 500 кгс/см2;
- удельное давление пластмассы в оформляющем гнезде, кгс/см2, ориентировочно принимается равным 500 кгс/см2;
 - площадь детали (без учета отверстий, см2;
- площадь детали (без учета отверстий, см2;
 - коэффициент, учитывающий площадь литниковой системы, принимается равным 1,1.
- коэффициент, учитывающий площадь литниковой системы, принимается равным 1,1.
Наименьшее значение из вычисленных , , следует принимать в качестве окончательной расчетной величины.
Таблица 2
Дата добавления: 2015-09-07; просмотров: 1980;