Общие сведения. Терминология
Резьба образуется при винтовом движении некоторой плоской фигуры, задающей так называемый профиль резьбы, по цилиндрической или конической направляющей поверхности. Профиль может иметь разную форму (треугольник, трапеция, прямоугольник и т.д.), он определяет тип резьбы. Часть резьбы, образованную при одном повороте профиля вокруг оси, называют витком. При этом все точки производящего профиля перемещаются параллельно оси на одну и ту же величину, называемую ходом резьбы. Резьбу, образованную движением одного профиля, называют однозаходной, образованную движением двух, трех одинаковых профилей и более – многозаходной. Шагом резьбы Р называют расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы. Очевидно, у однозаходной резьбы ход равен шагу, у многозаходной ход равен шагу, умноженному на число заходов.
Винтовая линия бывает правой и левой, поэтому и резьба образуется правой или левой. Если ось резьбы расположить вертикально перед наблюдателем, то у правой резьбы видимые витки поднимаются слева направо, а у левой – справа налево. Так как применяется чаще правая резьба, то на чертеже оговаривают только левую, добавляя к обозначению резьбы буквы «LH» согласно ГОСТу 8724-81 «Резьба метрическая, диаметры и шаги».
Резьбу изготовляют или режущим инструментом (резцом, метчиком, плашкой) с удалением слоя материала, или накаткой путем выдавливания. При выводе инструмента из металла резьба как бы сходит на нет, образуя так называемый сбег резьбы. Длиной резьбыназывают длину участка поверхности, на которой образована резьба, включая сбег резьбы и фаску. Как правило, на чертежах указывают только длину резьбы с полным профилем (рисунок 2.1 а). Если резьбу выполняют до некоторой поверхности, не позволяющей перемещать резьбонарезной инструмент до упора к ней, то образуется недовод резьбы (рисунок 2.1 б). Сбег резьбы плюс недовод образуют так называемый недорез резьбы (рисунок 2.1 в). Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делается проточка, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы, а для внутренней резьбы – немного больше наружного диаметра резьбы (рисунок 2.1 в). В зависимости от типа резьбы форма и размеры проточек и фасок определены соответствующими стандартами, найти которые можно в справочной литературе.
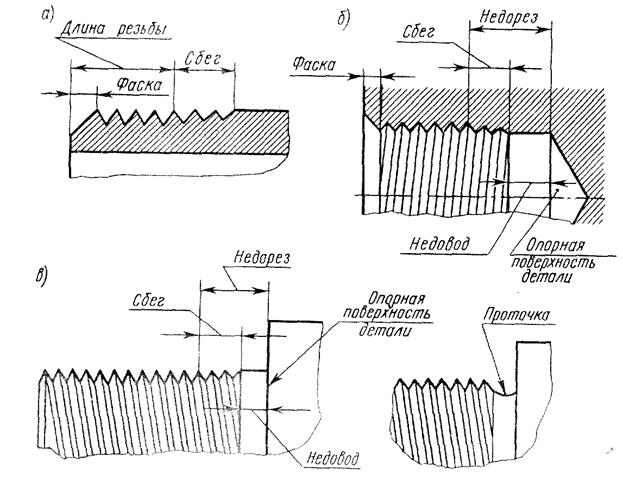
Рисунок 2.1
Дата добавления: 2015-10-19; просмотров: 912;