Микрометрический измерительный инструмент.
Микрометр (рис. 9.16)— более сложный по устройству инструмент, чем рассмотренные ранее. Он позволяет производить измерения с большей точностью.
Микрометр для наружных измерений состоит из подковообразной скобы 1, пятки 2, стебля 5, зажимного устройства — стопора 4, барабана 6 с микрометрическим винтом 3, колпачка 7 с насечкой, навинченного на правую часть барабана, и трещотки, присоединенной при помощи винта к торцу шейки колпачка. Отсчеты измерений производят по шкале на стебле 5 и шкале на коническом нониусе барабана 6.
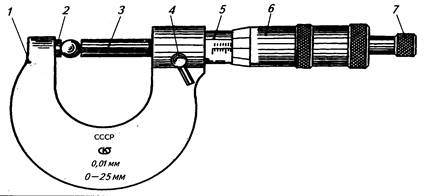
Рис. 9.16
Микрометр
Шкала на стебле имеет 25 делений, нанесенных вдоль оси стебля сверху и снизу и перпендикулярных к ней с расстоянием между ними в 1 мм. Штрихи, расположенные над риской, смещены вправо относительно нижних штрихов на 0,5 мм. По нижним штрихам отсчитывают целое число миллиметров, а по верхним — 0,5 мм. Сотые доли миллиметра определяются при помощи делений на нониусе, поверхность которого разделена штрихами в виде образующих нониуса на 50 равных частей.
При повороте на одно деление микрометрический винт 3, соединенный с барабаном 6, перемещается вдоль оси на 1/50 шага, то есть на расстояние, равное 0,5 мм: 50 = 0,01 мм.
Для определения какого-либо размера детали микрометром ее помещают между пяткой 2 и торцом микрометрического винта 3. Затем поворачивают барабан до тех пор, пока торец микрометрического винта не приблизится к поверхности детали. Дальнейшее продвижение винта 3 производят при помощи колпачка 7 с трещоткой. Услышав характерный треск, подобный треску пружины часов при заводе, поворот колпачка прекращают. После этого стопором 4 стопорят микрометрический винт, отделяют микрометр от детали и считывают показания.
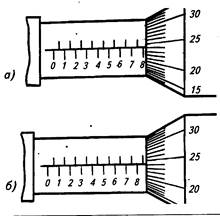
Рис. 9.17.
Примеры отсчета показаний на микрометре
Отсчет показаний производят следующим образом (рис. 9.17). Если кромка барабана остановится ближе к нижнему штриху стебля (рис. 9.17, а), то число целых миллиметров полученного размера определяют по нижнему делению шкалы, а число сотых долей миллиметра — по показаниям барабана. Так, приведенное на рисунке положение шкал соответствует размеру 8 + 0,24 = 8,24 мм.
Если кромка барабана остановится ближе к верхнему штриху стебля, то полученный размер представит сумму трех величин: число целых миллиметров до ближайшего нижнего к кромке барабана деления на стебле плюс 0,5 мм от него до верхнего деления и плюс показания сотых долей миллиметра по барабану. В приведенном случае (рис. 9.17, б) положение шкал соответствует размеру 8 + 0,5 + 0,24 = 8,74 мм.
На рис. 9.18 показаны приемы измерения деталей микрометром.
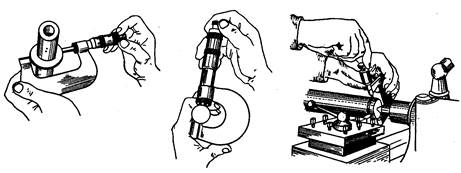
Рис. 9.18
Приемы измерения деталей микрометром
Микрометрический нутромер (штихмас) служит для измерения внутренних размеров деталей, а также размеров диаметров отверстий. Точность измерений нутромером такая же, как и измерений микрометром — 0,01 мм. Состоит он (рис. 9.19) из головки и сменных калиберных стержней (удлинителей). Микрометрическая головка состоит из микрометрического винта 6, расположенного внутри барабана 4, колпачка 5, стебля 3, стопорного устройства 2 и сменного наконечника.
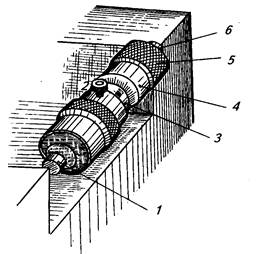
Рис. 9.19
Микрометрический нутромер (штихмас)
Инструмент для измерения углов и конусов. Размеры углов и конусов, как и все другие размеры, могут иметь допуски. Верхнее и нижнее отклонения угловых размеров располагают на чертежах так же, как и линейных размеров. Например,  означает угол с номинальным размером 90о, верхнее допустимое отклонение которого равно 10 минут, а нижнее — 8. Когда размеры углов на чертежах не имеют допусков, их устанавливают в соответствии с отраслевыми стандартами.
означает угол с номинальным размером 90о, верхнее допустимое отклонение которого равно 10 минут, а нижнее — 8. Когда размеры углов на чертежах не имеют допусков, их устанавливают в соответствии с отраслевыми стандартами.
Для измерения углов и конусов применяют различные инструменты. Рассмотрим один из них.
Универсальный угломер (рис. 9.20) применяют для измерения наружных и внутренних углов различных деталей.
Угломер состоит из основания 1, на котором нанесена основная шкала на дуге 130o, и жестко скрепленной с ним линейки 4. По дуге основания перемещается сектор 3, несущий нониус 2. К сектору 3 посредством державки 7, может быть прикреплен угольник 6, в котором, в свою очередь, с помощью державки 8 закреплена съемная линейка 5. Угольник 6 и съемная линейка 5 имеют возможность перемещаться по краю сектора 3.
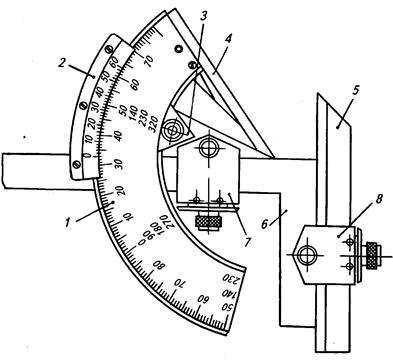
Рис. 9.20
Универсальный угломер
Хотя основная шкала угломера нанесена лишь на дуге 130o, меняя установку измерительных деталей, можно измерить углы от 0 до 320o. Точность отсчета по нониусу равна 2'. Отсчет, полученный при измерении угловых величин или при установке заданного угла, производится так же, как и на линейных шкалах штангенинструментов, то есть по шкале и нониусу. Число градусов отсчитывают по шкале основания, а минут — по шкале нониуса.
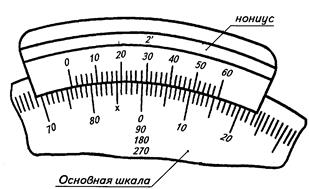
Рис. 9.21
Пример отсчета показаний на угломере
Например, на рис. 9.21 нулевой штрих нониуса пришелся на деление между 76 и 77o основной шкалы, а со штрихом (отмечен крестиком) шкалы основания совпадает 9-й штрих нониуса. Следовательно, по основной шкале отсчитываем 76', а по шкале нониуса — 9 х 2' = 18'. Значит, угол в данном случае равен 76o18'.
Дата добавления: 2015-09-07; просмотров: 2219;