Механизм возникновения холодных трещин
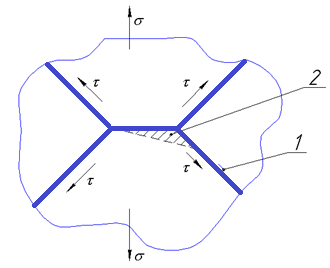
Рис. 5.1. Схема образования холодных трещин по границам зерен:
σ – растягивающие напряжения; τ – касательные напряжения;
1 – проскальзывание по границам зерен; 2 – трещина
Условия для образования холодных трещин:
1) пониженная сопротивляемость границ зерен сдвигу (вследствие увеличения количества дефектов по границам зерен при образовании закалочной структуры);
2) повышенная прочность тела зерна;
3) низкая пластичность тела зерна.
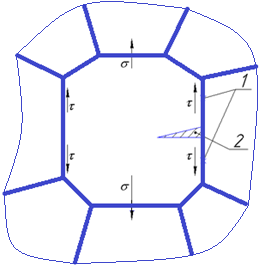
Рис. 5.2. Схема образования холодных трещин по телу зерна:
1 – блокирование проскальзывания атомами примеси или легирующего элемента;
2 – трещина
0.31. Способы повышения сопротивляемости сплавов
холодным трещинам
1. Ограничивать, когда это возможно, содержание в основном металле С, Mn, Ni, Cr, Mo, повышающих склонность сплава к закалке.
2. Следует максимально ограничить содержание Н2 в сварном шве; для чего необходимо:
- тщательная зачистка под сварку;
- исключение попадания влаги при сварке в зону горения дуги;
- сушка и прокалка исходных сварочных материалов;
3. Регулирование термического цикла путем снижения скоростей охлаждения сварного соединения:
- за счет выбора режимов сварки; в том числе и импульсной.
- за счет применения предварительного или сопутствующего подогрева.
4. Снижение жесткости сварной конструкции.
5. Термообработка (отпуск) непосредственно после сварки: путем нагрева индуктором, газовым пламенем или электротермическими матами.
6. Применение аустенитных швов при сварке закаливающихся сталей. Аустенит обладает высокой пластичностью и вязкостью даже в литом состоянии.
Дата добавления: 2015-09-28; просмотров: 1166;