Условия при сварке давлением (в твердой фазе).
1. Предварительная очистка от загрязнений и окисных пленок. Окончательное удаление окисной пленки происходит за счет ее разрушения в процессе пластической деформации и выноса обломков из зоны соединения.
2. Специальных мер для защиты свариваемых поверхностей в процессе сварки давлением, как правило, не применяют.
3. Образование физического контакта осуществляется за счет приложения давления.
4. Передача энергии активации осуществляется за счет деформации свариваемых поверхностей, а иногда и дополнительным подводом тепла.
0.15. Типовой баланс энергии процесса сварки
Оценка процессов передачи и термодинамического преобразования энергии ведется на основе обобщенной схемы баланса энергии (абсолютной, Дж или удельной,  приходящейся на единицу площади соединения).
приходящейся на единицу площади соединения).
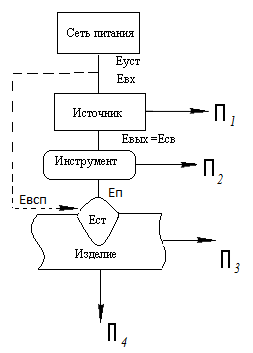
Рис. 3.2. Обобщенная схема баланса энергии при сварке
Еуст – энергия получаемая сварочной установкой от сети;
Евх – энергия на входе источника (преобразователя энергии);
П1 – потери энергии в источнике (преобразователя энергии);
Евых – энергия, передаваемая источником инструменту;
П2 – потери при передаче энергии изделию;
Еи – энергия, введенная в изделие;
Ест – энергия, аккумулированная в стыке;
П3 – потери энергии на теплопроводность;
П4 – потери уноса (с испарившимся или выплавленным материалом).
Характерны для резки и лучевых видов сварки.
Евсп – энергия вспомогательных операций, например создание вакуума.
Баланс энергии:
Ест = Еуст - Евсп - П1 - П2 - П3 - П4.
КПД сварочных процессов
Каждая ступень передачи энергии от источника к изделию имеет свой коэффицент полезного действия.
Эффективный кпд 𝛈и =  .
.
Термический кпд 𝛈т =  .
.
Термодинамический или КПД проплавления
𝛈тд = 𝛈пр =  = 𝛈и · 𝛈т.
= 𝛈и · 𝛈т.
0.16. Оценка энергетической эффективности процессов сварки и требования к источникам энергии для сварки
При выборе источника энергии для сварки конкретных изделий следует учитывать техническую возможность применения данного источника, эффективность процесса (энергетическую и экономическую), а также качество и надежность получаемых изделий.
Концентрация энергии термических источников оценивается удельной мощностью в пятне нагрева. Наибольшую удельную мощность – до 108 Вт/мм2 и выше при пятне нагрева до 10-6 мм2 – имеют лазерный и электронный лучи.
Однако сварка возможна только до плотности мощности 102-104 Вт/мм2, т.к. большие удельные мощности приводят к выплескам и испарению материала, полезному лишь при резке и размерной обработке. Удельная мощность луча q2 и др. энергетические показатели, такие как погонная энергия q/V, различные к.п.д., коэффициенты наплавки, расплавления и др., пригодны лишь для оценки только отдельных видов источников энергии или методов сварки.
Для оценки эффективности разных классов сварочных процессов и разных методов сварки и пайки следует использовать величины удельной энергии  св и и
св и и  , необходимой при сварке данного соединения.
, необходимой при сварке данного соединения.
Сравнение критериев и и о для однопроходной сварки стали, показало, что и с уменьшением интенсивности источника возрастает от 3-5 Дж/мм2 для лазерной сварки до 200-400 Дж/мм2 для газового пламени. В то же время общие затраты энергии о, в которых учитывается вакуумирование для ЭЛС и КПД лазера (≈0,1 %), в сотни и тысячи раз выше для этих источников, чем для свободной дуги в аргоне или для газового пламени.
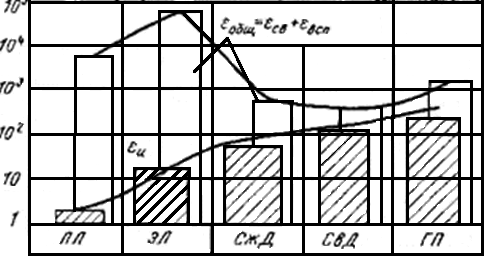
Рис. 3.3. Порядок величин удельной энергии  и и о Дж/мм2, необходимой для однопроходной сварки стали различными методами
и и о Дж/мм2, необходимой для однопроходной сварки стали различными методами
Расчет значений св для разных методов сварки плавлением показывает, что с увеличением толщины изделия удельная сварочная энергия резко растет при использовании многопроходной сварки. Аргонодуговая сварка листов толщиной 15 мм требует на все проходы общих затрат до 1000 Дж/мм2. ЭЛС, благодаря кинжальному проплавлению и однопроходной сварке, позволяет соединить встык листы одной и той же удельной энергии 20-50 Дж/мм2.
Дата добавления: 2015-09-28; просмотров: 1104;