Выверка оборудования на пакетах металлических подкладок
26. Пакеты металлических подкладок применяют в качестве как настоящих (текущих), так и в качестве временных (выверочных) опорных элементов.
27. Пакеты набирают из стальных или чугунных подкладок толщиной 5 мм и более. Достижение проектного уровня установки оборудования осуществляют в процессе его предварительного закрепления с помощью регулировочных подкладок толщиной 0,5-5 мм.
28. Подкладки в пакетах, используемых в качестве постоянных опорных элементов, должны быть плоскими, без заусенцев, выпуклостей и впадин. В состав пакета, кроме плоских могут входить клиновые и другие регулируемые по высоте подкладки. Количество подкладок в пакете должно быть минимальным и не должно превышать 5 шт., включая и тонколистовые. поверхность бетона фундамента под макетами подкладок должна быть тщательно выверена. После окончательной затяжки болтов подкладки прихватывают между собой электросваркой.
29. Рекомендуемые размеры подкладок (в зависимости от массы машин) приведены в табл. 3 данного приложения. Количество несущих пакетов подкладок определяется из условия п. 6.2, а временных, используемых для выверки оборудования, ¾ по п. 6.11.
Таблица 3
Металлические подкладки для установки оборудования
| Вес оборудования, кН | Размер подкладок, мм | Материал |
| Св. 1000 | 250´120´80 | Чугун |
| Св. 1000 | 250´120´60 | Чугун |
| 250´120´40 | Сталь | |
| 250´120´30 | « | |
| 200´100´20 | « | |
| 200´100´10 | « | |
| 200´100´5 | « | |
| от 300 до 7000 | 200´100´50 | Чугун или сталь |
| 200´100´30 | Сталь | |
| 200´100´20 | « | |
| 150´100´10 | « | |
| 150´100´5 | « | |
| От 100 до 300 | 150´100´30 | Чугун или сталь |
| 150´100´20 | Сталь | |
| 120´80´10 | « | |
| 120´80´5 | « | |
| Менее 100 | 120´80´20 | « |
| 120´80´10 | « | |
| 120´80´5 | « |
Приложение 8
Инструмент для затяжки болтов
Таблица 1
Ручной инструмент для затяжки болтов
| № п.п. | Наименование и марка инструмента | Диапазон диаметров затягиваемых болтов | Завод-изготовитель |
| Ключи зевные накидные, двусторонние, односторонние, комбинированные: | Пермский завод монтажных изделий и средств автоматизации | ||
| по ГОСТ 2839 | М16-М56 | ||
| по ГОСТ 2841 | М16-М56 | ||
| по ГОСТ 3108 | М64-М140 | ||
| по ГОСТ 2906 | М64-М140 | ||
| по ГОСТ 16983 | М16-М42 | ||
| Ключи коликовые монтажные (с открытым зевом), марки КК | М10-М24 | То же | |
| Ключ-мультипликатор марки: | М27-М36 | « | |
| КМ-70 | М30-М42 | ||
| КМ-130 | М30-М42 | ||
| КМ-200 | М42-М56 | ||
| КМ-400 | М48-М64 | ||
| КМ-600 | М64-М76 | ||
| КМ-800 | М64-М100 | ||
| Ключи зевные с самоподжимающимися губками, марки СГД-916/4 | М14-М24 | Горьковский завод электромонтажных инструментов | |
| Ключ трещоточный коликовый с набором сменных головок, марки СГД-961/7 | М14-М30 | То же | |
| Ключ трещоточный, с шарнирно-закрепленной рукояткой для болтов с удлиненной резьбовой частью КТ-42, КТ-80, КТ-100 и КТ-140 | М42-М140 | Ногинский опытный завод монтажных приспособлений | |
| Ключи специальные монтажные для гаек анкерных болтов типа КТ-22р, КТ-30р, КТ-36р | М22-М36 | То же |
Таблица 2
Механизированный инструмент для затяжки болтов
| Техническая характеристика | Электрогайковерты | Пневмогайковерты | ||||||||
| ИЭ | ИЭ | ИЭ | ИЭ 3114А | ИЭ | ИЭ 3115А | ИЭ | ИП | ИП | ИП | |
| Наибольший диаметр затягиваемой резьбы болтов, мм | ||||||||||
| Наибольший момент затяжки, Н×м | ||||||||||
| Потребляемая мощность электродвигателя, Вт | ¾ | — | ¾ | |||||||
| Напряжение, В | ¾ | ¾ | ¾ | |||||||
| Частота тока, Гц | ¾ | ¾ | ¾ | |||||||
| Рабочее давление воздуха, кПа | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | |||
| Удельный расход воздуха, м3/мин | — | — | ¾ | — | ¾ | ¾ | ¾ | 0,7 | 0,7 | 0,9 |
| Масса (без кабеля), кг | 3,3 | 3,1 | 3,8 | 3,5 | 5,2 | 5,2 | 1,9 | 2,2 | ||
| Изготовитель | Конаковскй завод механизированного инструмента | Ростовский завод «Электроинструмент» | Выборгский завод «Электроинструмент» | Московский завод «Пневмостроймашина» |
Приложение 9
Условные обозначения болтов и их привязка к разбивочным осям оборудования
1. Болты на чертежах в плане наносятся условными обозначениями и маркируются двумя буквами русского алфавита и цифрой (см. рисунок настоящего приложения). Например, "Ав2", где прописная буква "А" обозначает диаметр резьбы, строчная буква "в" ¾ длину болта, цифровой индекс "2" ¾ установочную марку и отметку верха болта данной марки.
2. Болты в плане привязываются к разбивочным осям оборудования (см. рисунок) и отражаются в спецификации по форме, приведенной в табл. 1 настоящего приложения.
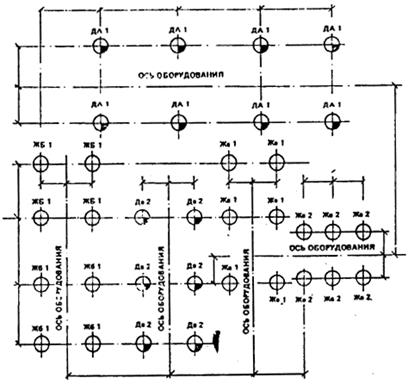
Таблица 1
Условные обозначения болтов
| Диаметр резьбы болтов, мм | |||||||||||||||||||
| Условные обозначения | 
| ||||||||||||||||||
| заготовочная | А | Б | В | Г | д | Е | Ж | И | К | Л | М | Н | П | Р | С | Т | У | Ф | |
| Марка | а, б, в, г, д, е ... | ||||||||||||||||||
| болта | установочная | 1, 2, 3, 4, 5, 6 ... |
Таблица 2
Спецификация болтов
| Марка болтов | Отметки, мм | ||||||||
| Марка фундамента | заготовочная | установочная | уловные обозначения | Диаметр резьбы болтов, мм | Количество болтов, шт | верха болта | верха бетона | Длина выступающей части, мм | Длина болта, мм |
| Да | 
| М24 | +50 | -150 | |||||
| Да | 
| М24 | -100 | -300 | |||||
| ФО-3 | Жа | 
| М36 | -50 | -350 | ||||
| Жа | 
| М36 | -150 | -450 | |||||
| Жб | 
| М36 | -100 | -500 |
Условные обозначения
d ¾ диаметр болта
dс ¾ диаметр скважины
Asa ¾ площадь поперечного сечения болтов (по резьбе)
Rва ¾ расчетное сопротивление металла растяжению
Rв ¾ расчетное сопротивление бетона фундамента осевому сжатию
Rвt ¾ расчетное сопротивление бетона растяжению
N ¾ нормальная сила
М ¾ изгибающий момент
Мкр ¾ крутящий момент
Е ¾ модуль упругости материала болта
Р ¾ осевое усилие
F ¾ величина предварительной затяжки болтов
Н ¾ глубина заделки болтов в бетон класса В12,5 и стали марки ВСт3кп2
Н0 ¾ глубина заделки болтов при других марках бетона
к0 ¾ коэффициент, учитывающий масштабный фактор (величину диаметра болта)
r ¾ уровень асимметрии цикла
c ¾ коэффициент нагрузки, учитывающий податливость болта
m ¾ коэффициент, учитывающий масштабный фактор (величину диаметра болта)
a ¾ коэффициент, учитывающий число циклов нагружения
y1 ¾ расстояние от оси поворота до наиболее удаленного болта в растянутой зоне стыка
h ¾ расстояние между осями ветвей колонны
в ¾ расстояние от центра тяжести сечения колонны до оси сжатой ветви
воп ¾ ширина опорной плиты базы колонны
x ¾ высота сжатой зоны бетона под опорной плитой базы колонны
la ¾ расстояние от равнодействующей усилий в растянутых болтах до противоположной грани плиты;
С ¾ расстояние от оси колонны до оси болта;
е0 ¾ эксцентриситет приложения нагрузки
xR ¾ относительная высота сжатой зоны бетона
f ¾ коэффициент трения
к ¾ коэффициент стабильности затяжки
x ¾ коэффициент, учитывающий геометрические размеры резьбы, трение на торце гайки и в резьбе
dх и dу ¾ величины отклонений от номинальных размеров, координирующих положение оси отверстий
D ¾ диаметр отверстия под болт в станине оборудования
Dкор ¾ диаметром коронок
В ¾ размер стороны «колодца» в плане
L ¾ глубина колодца
l ¾ длина прямого участка изогнутого болта от уровня заделки
А ¾ площадь временных выверочных опорных элементов
G ¾ вес оборудования
W ¾ грузоподъемность временных (выверочных) опорных элементов
s0 ¾ напряжение в болте от предварительной затяжки
Аоп ¾ суммарная площадь контакта опор
d ¾ величина удлинения шпильки болта при затяжке
j ¾ угол поворота гайки
Дата добавления: 2015-09-11; просмотров: 4304;