Тема 6.3. Прерывно- поточные линии и их параметры
6.3.1. Прерывно – поточные (прямоточные) линии
Прерывно – поточные (прямоточные) линии применяются при механической обработке деталей, когда имеет место недогрузка оборудования из – за несинхронности операций. В следствии различной трудоемкости операций возникают межоперационные оборотные заделы. Для обеспечения ритмичной работы прямоточных линий разрабатывается регламент ее работы по укрупненному ритму, который предусматривает:
- величину укрупненного ритма;
- порядок работы на каждом рабочем месте;
- последовательность и периодичность перехода рабочих – совместителей по обслуживанию станков;
- размер и динамику оборотных заделов.
Под укрупненным ритмом понимается установленный период времени, в течении которого на линии осуществляется выработка продукции в количестве, соответствующему плановому заданию на этот период. Рекомендуется принимать величину укрупненного ритма 4 или 8 часов.
На первом этапе рассчитывается такт, количество рабочих мест, коэффициент загрузки рабочих мест. Если средний коэффициент загрузки рабочих мест составляет менее 80 %, то принимается прерывно – поточная (прямоточная) линия.
Для организации работы прямоточной линии составляется план – график ее работы, который представлен в табл. 6.3.1.
Таблица 6.3.1.
План-график работы поточной линии
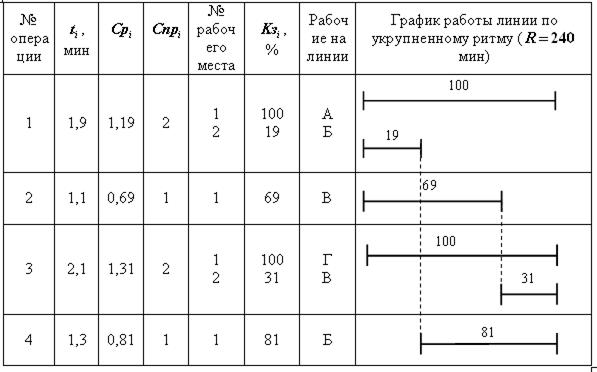
Недогруженные станки на 1-ой и 4-ой операциях может обслуживать один рабочий – совместитель Б, а не 2-ой и3-ей операциях – рабочий В. Совмещаемые работы могут выполняться только в последовательности, определяемой планом – графиком работы линии.
На смежных операциях, в следствии различной их трудоемкости, неизбежны межоперационные оборотные заделы, величина которых определяется как разность числа изделий, выработанных на смежных операциях за определенный период времени по формуле:
 , (6.3.1.)
, (6.3.1.)
где  ‑ период времени, в течении которого производительность на смежных операциях постоянная;
‑ период времени, в течении которого производительность на смежных операциях постоянная;
 ‑ количество рабочих мест на смежных
‑ количество рабочих мест на смежных  и
и  операциях;
операциях;
 ‑ норма времени на выполнение смежных операций.
‑ норма времени на выполнение смежных операций.
Уровень межоперационных оборотных заделов в течении укрупненного ритма будет изменяться от нуля до максимума.
По формуле (6.3.1.) строятся эпюры динамики оборотных заделов, представленных в таблице 6.3.2.
Величина задела со знаком (+) означает возрастание его за расчетный период (Т), так как предыдущая операция выдает больше изделий, чем может быть обработано на последующей. Величина задела со знаком (-) означает убывание задела и необходимость создания его на начало периода, поскольку предыдущая операция по производительности меньше последующей.
Таблица 6.3.2.
Эпюры межоперационных заделов
Суммарная величина задела на прямоточной линии определяется по формуле:
 , (4.25)
, (4.25)
где  ‑ величина начального и конечного заделов 1-ой эпюры;
‑ величина начального и конечного заделов 1-ой эпюры;
 ‑ величина начального и конечного заделов 2-ой эпюры;
‑ величина начального и конечного заделов 2-ой эпюры;
 ‑ величина начального и конечного заделов последней эпюры.
‑ величина начального и конечного заделов последней эпюры.
Планировка прямоточных линий должна предусматривать территориальное сближение рабочих мест, обслуживаемых рабочими – совместителями. Наиболее приемлемые транспортные средства для прямоточных линий гравитационные транспортеры, электрокары, тельферы, тележки.
Схема планировки прерывно – поточной (прямоточной) линии показана на рис. 6.3.1.
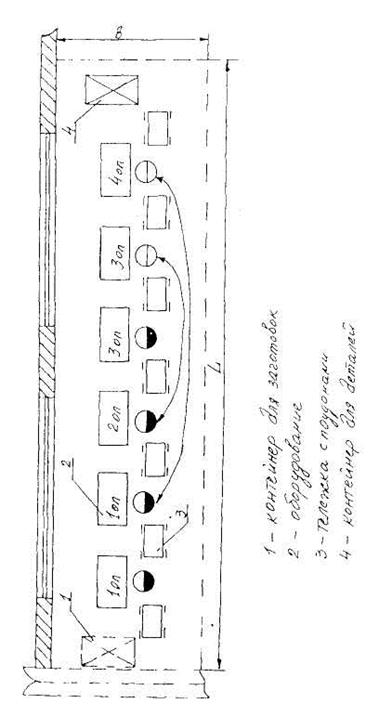
Рис. 6.3.1. Схема планировки прерывно – поточной (прямоточной) линии
Дата добавления: 2015-09-11; просмотров: 2372;