Рычажно-оптические приборы
К рычажно-оптическим приборам относятся оптиметры и измерительные пружинно-оптические головки.
Оптиметры. Оптиметры разделяются на вертикальные (ОВО – с окуляром и ОВЭ с проекционным экраном) и горизонтальные (ОГО и ОГЭ). Последние применяются для измерения как наружных, так и внутренних размеров. Наиболее распространены вертикальные оптиметры (рис. 23,а) с ценой деления 0,001 мм и погрешностью показаний ±0,0002 мм, применяемые для измерения наружных размеров (концевых мер, калибров-пробок и особо точных изделий).
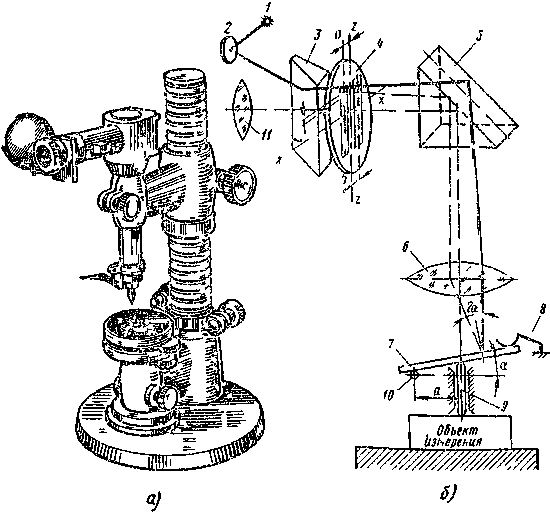
Рис. 23. Вертикальный оптиметр(а), принцип действия
трубки оптиметр (б)
Основной отсчетной частью прибора является трубка оптиметра, построенная по рычажно-оптической схеме. Принцип действия трубки оптиметра показан на рис. 23, б. Лучи света 1 направляются зеркалом 2 в щель трубки и, преломляясь трехгранной призмой 3, проходят через шкалу, нанесенную на пластинке 4. Затем пучок лучей проходит через призму полного отражения 5 и, отразившись от нее под прямым углом, попадает в объектив 6, а потом на зеркальце 7. Зеркальце 7 пружиной 8 прижимается к измерительному стержню 9, а при перемещении измерительного стержня зеркальце поворачивается вокруг оси, проходящей через центр шарика 10. Угол поворота зеркальца  зависит от наклона зеркальца 7. На рис. 23, б показан ход одного падающего луча (сплошной линией) и отраженного (штрих - пунктирной линией). Угол между этими лучами равен 2 .
зависит от наклона зеркальца 7. На рис. 23, б показан ход одного падающего луча (сплошной линией) и отраженного (штрих - пунктирной линией). Угол между этими лучами равен 2 .
Отраженный пучок лучей объективом превращается в сходящийся пучок лучей, который дает изображение шкалы. Установка трубки прибора по блоку концевых мер заключается в совмещении нулевого штриха шкалы с неподвижным указателем. При перемещении из измерительного стержня на 1 мкм изображение шкалы смещается в поле зрения на 1 деление по отношению к неподвижному указателю.
Измерительные пружинно-оптический головки. Эти приборы имеют сокращенное название – оптикаторы. В них используется пружинный принцип действия микрокатора, только к завитой спиральной пружине прикреплена не стрелка, а зеркальце, на которое падает луч света и отражается на стеклянную шкалу, где появляется изображение указательного штриха. Выпускаемые пружинно-оптические головки, обозначаемые ОП, имеют присоединительный диаметр 28 мм и предназначены для точных линейных измерений при закреплении в стойках тяжелого тина. Измерительные головки имеют поворот шкалы для точной настройки на размер и указатели поля допуска в виде цветных шторок на пути светового луча (зайчика) окрашивающих его в зеленый или красный цвет. Пружинно-оптические головки выпускаются долемикронные (модели 01П, 02П и 05П) и микронные (П1, П2 и П5) с увеличенным интервалом между делениями шкалы для облегчения отсчета.
Пневматические длиномеры низкого и высокого давления.
Работа пневматических измерительных приборов – длиномеров основана на свойстве истечения воздуха с постоянным давлением из небольшого отверстия, называемого соплом. Шкалы пневматических приборов градуируют не в единицах давления, а в линейных единицах (например, в мкм). Такая градуировка позволяет непосредственно отсчитывать отклонения размеров проверяемых деталей от размера образцовой детали или меры, по которым настроен прибор и определять отклонения от правильной геометрической формы изделий. На заводах применяют два вида приборов: приборы низкого давления, основанные на изменении давления воздуха (рис. 24,а), и поплавковые (ротаметры), основанные на изменении расхода воздуха (рис. 24,б).
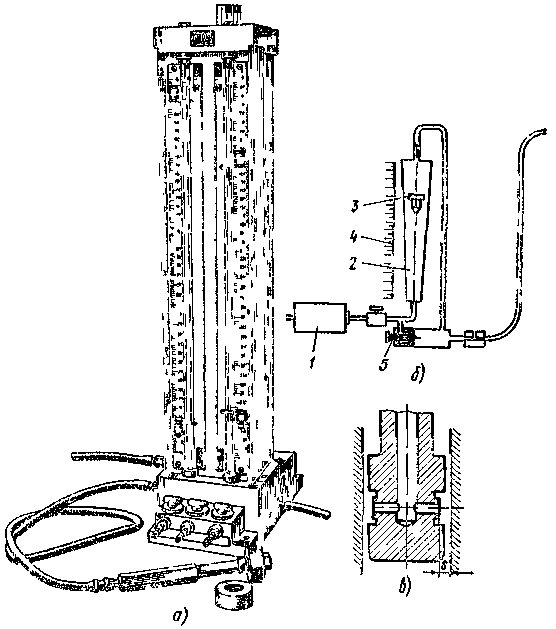
Рис. 24. Пневматические длиномеры:
а – с жидкостным регулятором давления; б – поплавковый прибор;
в – пробка в отверстии (разрез)
Приборы низкого давления выпускаются с двумя и большим количеством шкал для одновременного или раздельного измерения двух и более размеров. На рис. 24,а показан прибор с двумя отсечными шкалами и измерительной пробкой с образцовым кольцом для установки прибора на нуль. Пределы измерения можно менять от 0,02 до 0,20 мм, так как они зависят от размеров сопл, которые применяются в приборе. При пределе измерения 0,02 мм предельная погрешность показаний равна 0,0005 мм, а при наибольшем пределе измерения 0,20 мм погрешность соответственно равна 0,005 мм.
Наиболее распространены поплавковые пневматические длиномеры (рис. 24,б).
Принцип действия этих приборов основан на изменении расхода воздушного потока в конической стеклянной трубке. Воздух от источника питания с давлением 300-600 кПа (3-6 кгс/см2) проходит через отстойник, фильтр и редукционный стабилизатор 1, выравнивающий давление воздуха, затем поступает в коническую стеклянную трубку 2. рабочее давление воздуха может колебаться от 70 до 200 кПа (от 0,7 до 2 кгс/см2). При настройке прибора добиваются, чтобы металлический легкий поплавок 3 (масса менее 1 г) находился во взвешенном состоянии на отметке 0 шкалы 4. при измерении деталей в зависимости от изменения зазора (рис. 24, в) между выходным соплом и поверхностью измеряемого изделия (см. рис. 24,б) меняется расход воздуха, а следовательно, и положение поплавка устанавливается относительно отметок шкалы 4. при большом зазоре расход воздуха больше, и поплавок 3 поднимается, при меньшем зазоре расход меньше, и поплавок опускается. Цена деления зависит от градуировки и настройки прибора и может быть равна 1-2 мкм и даже долям микрометра.
Перед измерением диаметров отверстий с помощью пневматического прибора пробку специальной конструкции вводят в образцовое кольцо и, регулируя подачу воздуха с помощью винта 5, устанавливают поплавок 3 в трубке 2 в нулевое положение. Если размер отверстия проверяемой детали будет отличаться от размера образцового кольца или блока из плиток, поплавок покажет отклонение от размера.
Повертывая пробку в проверяемом отверстии на 90, 180 и 270° в одном и разных сечениях по оси детали, можно определить отклонения деталей от правильной геометрической формы.
Пневматические приборы особенно незаменимы при определении диаметров и отклонений формы у отверстий, особенно глубоких и несквозных, а также отверстий небольшого диаметра.
Калибры
При массовом выпуске изделий, когда на заводе ежедневно вынуждены измерять детали по одному и тому же размеру, широко применяются инструменты жесткой конструкции – предельные калибры (рис. 25): пробки для контроля отверстий (рис. 25,а,б) и скобы для контроля валов (рис. 25,в,г). Калибры не имеют отсчетных устройств для определения размеров, с их помощью можно только установить, выполнен ли действительный размер детали в пределах допуска или нет. Для этого калибры изготавливают по предельным размерам проверяемой детали. Одна сторона пробки (удлиненная) будет иметь номинальный размер и называться проход ной ПР, а другая сторона пробки (укороченная) будет иметь номинальный размер наибольшего отверстия. Эта сторона пробки называется непроходной и обозначается НЕ, она может входить только в деталь, имеющую завышенный размер отверстия. Такие детали бракуются.
Процесс контроля деталей заключается в простой сортировке их с помощью двух предельных калибров на три группы: годные детали, размер которых находится в пределах допускаемого (ПР проходит; а НЕ не проходит); брак исправимый, когда размер вала больше допустимого, а размер отверстия меньше допустимого (ПР не проходит); брак неисправимый, когда размер у вала занижен, а у отверстия завышен (НЕ проходит).
Калибры, которыми пользуются рабочие и контролеры ОТК для проверки деталей, называются рабочими калибрами; их типы, размеры и технические условия стандартизованы.
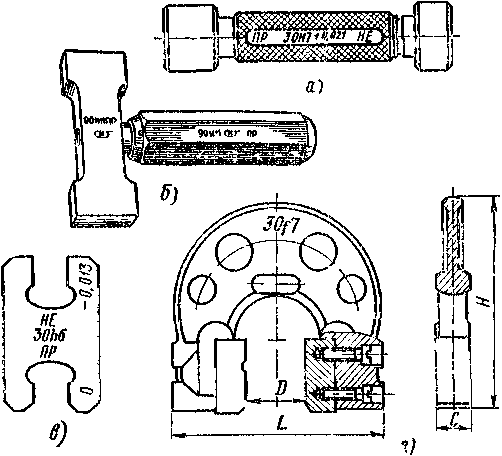
Рис. 25. Калибры.
а – двухсторонняя пробка, б – односторонняя пробка, в – двухсторонняя скоба,
г – предельная регулируемая скоба
Калибры для отверстий до 50 мм изготавливают в виде полных пробок (рис.25,а), для отверстий свыше 50 до 100 мм могут применяться как полные пробки, так и неполные (рис. 25,б), а свыше 100 мм – только неполные. Для больших размеров свыше 360 мм вместо пробок применяют сферические нутромеры.
Калибры-скобы для валов чаще всего применяют односторонние предельные целые или двусторонние листовые (рис. 25,в). Для валов с размерами от 100 до 360 мм применяют односторонние предельные скобы со вставными губками (рис. 25,г). На калибры наносятся следующие обозначения (маркировка): номинальный размер контролируемой детали, обозначение поля допуска детали и класса точности (квалитета), цифровые величины предельных отклонений детали в миллиметрах, обозначение сторон калибра – проходная ПР и непроходная НЕ, товарный знак завода-изготовителя. Для проходных калибров в стандартах предусмотрены допуски на изготовление и износ, а на непроходные - только допуски на изготовление. Стандартные отклонения на изготовление и износ калибров отсчитываются от предельных размеров валов и отверстий; для проходных скоб – от наибольшего предельного размера вала, а для проходных пробок от наименьшего предельного размера отверстия; для непроходных калибров, наоборот – от наименьшего размера вала и наибольшего размера отверстия.
СТ СЭВ 157-75, «Калибры гладкие для размеров до 500 мм. Допуски», предусматривает особый порядок определения предельных (исполнительных) размеров проходных калибров, Z и Z1 – это отклонения середины поля допуска на изготовление проходных калибров (Z для отверстия и Z1 для вала) относительно наименьшего размера отверстия  и наибольшего предельного размера вала
и наибольшего предельного размера вала  ; Н и Н1 – допуски на изготовление проходных и непроходных калибров (для отверстия Н и вала Н1); Y и Y1 – допустимые выходы изношенного калибра за границу поля допуска (отверстия Y и вала Y1).
; Н и Н1 – допуски на изготовление проходных и непроходных калибров (для отверстия Н и вала Н1); Y и Y1 – допустимые выходы изношенного калибра за границу поля допуска (отверстия Y и вала Y1).
Для калибров с размерами более 180 мм предусмотрены еще величины компенсаций погрешности контроля калибрами, обозначаемые для отверстий и  для вала.
для вала.
Рабочим выдаются новые калибры, а контролерам – бывшие в эксплуатации.
Для проверки деталей представителями заказчика применяются приемные калибры. Они вводятся отраслевыми стандартами. Приемные калибры специально не изготавливают, ими могут быть изношенные проходные и новые непроходные рабочие калибры.
При проверке деталей калибрами запрещено прилагать усилие при наложении скобы на вал и при введении пробки в отверстие; проверять вращающиеся детали на станке, так как это приводит к быстрому износу, калибра (кроме того, такое действие запрещается по условиям техники безопасности); проверять валы скобой, если ее роняли на пол (она могла деформироваться и изменить размер).
Дата добавления: 2015-11-12; просмотров: 5105;