Микрометрические измерительные средства.
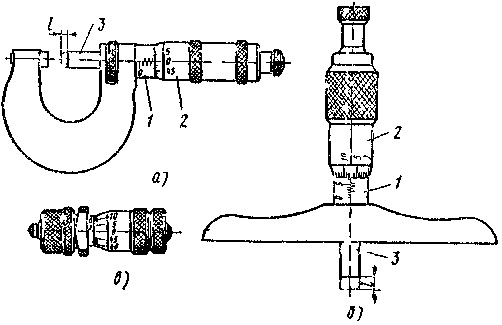
К микрометрическим измерительным средствам (инструментам) относятся микрометры (рис. 17, а), микрометрические глубиномеры (рис. 17, б), микрометрические нутромеры (рис. 17, в), рычажные микрометры.
|
Рис.17. Микрометрические инструменты:
а – микрометр, б – глубиномер, в – нутромер
В принципиальной схеме этих измерительных средств используется микрометрическая пара, состоящая из винта и гайки, изготовленных с высокой точностью. Если при неподвижной гайке повернуть винт на один полный оборот, то он переместится вдоль оси на величину, равную шагу резьбы. Так как в микрометрических измерительных средствах чаще всего используется резьба с шагом 0,5 или 1 мм, то при одном обороте винта он переместится вдоль оси на 0,5 или 1 мм. Для отсчета этого перемещения на стебле 1 (см. рис. 17) имеется вдоль оси шкала с делениями через 0,5 мм. Для того, чтобы отсчитать части оборота микровинта, к нему прикреплен барабан 2, который около торца имеет 50 равномерных делений, позволяющих определять доли основной шкалы.
При вращении барабана 2 микрометрический винт 3 переместится вдоль оси на величину l, которая будет равна шагу резьбы Р, умноженному на число оборотов п:
 .
.
Так как шаг резьбы чаще всего принят 0,5 мм, то при одном обороте винта l будет равно 0,5 мм. Если же повернуть винт на 1/50 часть оборота (на одно деление круговой шкалы 2), то но переместится на 0,01 мм, так как
Эта величина и является величиной отсчета измерительного инструмента.
|
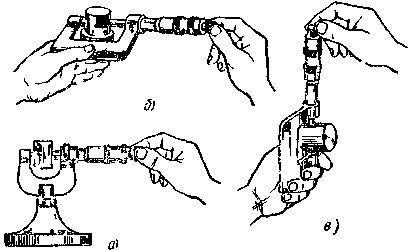
Для повышения точности и ускорения измерений небольших деталей рекомендуется закреплять микрометры в специальных стойках (рис. 18, а). При измерениях микрометром всегда пользуются трещоткой (рис. 18, б, в), так как только при этих условиях обеспечивается постоянство измерительного усилия, а тем самым и точность измерения.
Рис. 18. Приемы правильного измерения микрометром:
а – закрепленным в стойке, б – при горизонтальном положении оси, в – при вертикальном положении оси микрометра.

Если при измерении размера ось микрометра находиться в горизонтальном положении (рис. 18, б), то скобу держат посередине левой рукой, а правой рукой при помощи трещотки доводят измерительную поверхность микровинта до соприкосновения с поверхностью детали. Если же при измерении ось микровинта располагается вертикально (рис. 18, в), то микрометр поддерживают левой рукой внизу скобы у пятки. При соприкосновении поверхностей микровинта и детали размер детали «отыскивается» покачиванием микрометра.
Рис. 19. Рычажный микрометр.
Рычажные микрометры (рис. 19) предназначены как для абсолютных измерений длин, так и для относительных измерений при установке по концевым мерам. Кроме микрометрической пары (винта и гайки) микрометры с величиной отсчета 0,01 мм имеют еще шкальное устройство.
Выпускается несколько типов микрометров с разными пределами измерения от 0 до 2000 мм.
Так как рычажные микрометры оснащены стрелочным отсчетным устройством, то их микрометрическая пара не имеет трещотки. При непосредственном измерении размеров измерительную пятку микрометра доводят до соприкосновения с деталью (вращая винт) и добиваются положения, при котором один из штрихов барабана совпадает с каким либо штрихом на стебле. В это время стрелка отсчетного устройства не находится в крайнем положении. Целые значения размера берутся по микропаре, а дробные – по стрелочному отсчетному устройству.
Дата добавления: 2015-11-12; просмотров: 2794;