Индукционные плавильные печи
 Плавка черных металлов в индукционных печах имеет ряд преимуществ перед плавкой в дуговых печах, поскольку исключается такой источник загрязнения, как электроды. В индукционных печах тепло выделяется внутри металла, а расплав интенсивно перемешивается за счет возникающих в нем электродинамических усилий. Поэтому во всей массе расплава поддерживается требуемая температура при наименьшем угаре по сравнению со всеми другими типами электрических плавильных печей. Индукционные плавильные печи легче выполнить в вакуумном варианте, чем дуговые.
Плавка черных металлов в индукционных печах имеет ряд преимуществ перед плавкой в дуговых печах, поскольку исключается такой источник загрязнения, как электроды. В индукционных печах тепло выделяется внутри металла, а расплав интенсивно перемешивается за счет возникающих в нем электродинамических усилий. Поэтому во всей массе расплава поддерживается требуемая температура при наименьшем угаре по сравнению со всеми другими типами электрических плавильных печей. Индукционные плавильные печи легче выполнить в вакуумном варианте, чем дуговые.
Однако важнейшее достоинство индукцио-нных печей, обусловленное генерацией тепла внутри расплавленного металла, становится недостатком при использовании их для рафинирующей плавки. Шлаки, имеющие очень малую электропроводность, нагреваются в индукционных печах от металла и получаются со сравнительно низкой температурой, что затрудняет проведение процессов рафинирования металла. Это обусловливает использование индукционных плавильных печей преимуществе-нно в литейных цехах. Кроме того, высокая стоимость высокочастотных питающих преобразователей сдерживает применение высокочастотных плавильных печей.
Конструкция и схема питания индукционной печи существенно зависят от наличия или отсутствия железного сердечника. Поэтому индукционные печи рассматриваются далее в соответствии с этим признаком.
Печи без железного сердечника
В индукционной плавильной печи без железного сердечника (рис. 153) главной частью является индуктор, выполняемый обычно из медной трубки и охлаждаемый протекающей по ней водой. Витки, индуктора располагают в один ряд. Медная трубка может быть круглого, овального или прямоугольного сечения. Зазор между витками составляет 2 – 4 мм. Число витков индуктора зависит от напряжения, частоты тока и емкости печи. Витки закрепляют на изоляционных стойках, с помощью которых индуктор устанавливают в каркасе печи. Каркас печи должен обеспечивать достаточную жесткость конструкции; чтобы не нагревались его металлические части, они не должны образовывать электрически замкнутого контура вокруг индуктора.
Для выпуска металла из печи предусматривается возможность наклона печи, что осуществляется с помощью тельфера на малых печах или при помощи гидравлических цилиндров на крупных.
Футеровка (тигель) индукционной печи работает в очень тяжелых условиях, так как интенсивное движение металла и большие скорости изменения температуры вызывают ее размывание и разрушение, поэтому чем толще стенки тигля, тем больше срок его службы. Стенки тигля должны быть возможно более тонкими, чтобы обеспечить хорошую электромагнитную связь между индуктором и металлом.
Тигель изготовляют обычно набивным с применением металлического шаблона. После набивки тигель подвергают обжигу и спеканию непосредственно в печи, шаблон при этом расплавляется. Возможно изготовление футеровки вне печи формовкой под давлением в специальных разборных прессформах с последующей установкой тигля на место. Иногда на крупных печах футеровку тигля выкладывают из готовых фасонных огнеупоров. В крупных печах тигель опирается на подовую подстилку, выложенную из огнеупорных кирпичей на толстом стальном листе, образующем днище каркаса вместе с необходимыми поперечными балками.
Футеровку выполняют кислой или основной. Основой набивочной массы для кислой футеровки служит кварцит с высоким (не менее 95%) содержанием кремнезема. В качестве связующей добавки используют сульфитно-целлюлозный экстракт и борную кислоту (1,0 – 2,0%). Набивочная масса для основной футеровки состоит из молотого обожженного или плавленого магнезита со связующей добавкой (патока или водный раствор стекла и огнеупорная глина) в количестве 3%. Стойкость кислой футеровки составляет 100 – 150 плавок для стали и 200 – 250 для чугуна, а основной футеровки 30 – 80 плавок для стали и 150 плавок для чугуна.
Поскольку чрезмерный износ футеровки может привести к «проеданию» стенок или днища тигля расплавленным металлом, что является очень серьезной аварией, то на индукционных печах обязательно предусматривается установка датчиков (для замера активного сопротивления футеровки), сигнализирующих о появлении в ней опасных трещин в начале просачивания жидкого металла.
На средних и крупных индукционных плавильных печах тигель закрывается крышкой (сводом), выполняемой обычно набивной из того же огнеупорного материала, что и тигель. Для подъема и отвода крышки в сторону применяют простые рычажные механизмы или гидравлические цилиндры.
ВНИИЭТО разработаны индукционные печи без сердечника серии ИСТ для плавки стали, работающие на токе повышенной частоты. Емкость печей, работающих на токе частотой 2400 Гц (обеспечиваемой машинными генераторами), составляет 60, 160, 250 и 400 кг при потребляемой мощности соответственно 50, 100, 250 и 237 кВт. Печь емкостью 1 т, питаемая током частотой 1000 Гц, потребляет мощность 470 кВт. Крупные печи емкостью 2,5; 6 и 10 т потребляют мощность соответственно 1500, 1977 и 2730 кВт и питаются током частотой 500 Гц либо от машинных генераторов, либо от полупроводниковых (тиристорных) преобразователей. Продолжительность плавки в печах серии ИСТ колеблется от 50 мин (печь емкостью 60 кг) до 2 ч (печь емкостью 10 т).
Таким образом, диапазон производительностей всей этой серии печей весьма широк: от 70 кг/ч до 5 т/ч. Удельный расход электроэнергии на расплавление твердой завалки составляет в среднем 3600 кДж/кг (1,00 кВт×ч/кг) для малых печей и снижается до 2300 кДж/кг (0,64 кВт×ч/кг) для крупных печей.
Для плавки чугуна специально разработаны крупные индукционные печи без сердечника серии ИЧТ, работающие на токе промышленной частоты (50 Гц). Печь ИЧТ – 2,5 имеет емкость 2,5 т при потребляемой мощности 718 кВт и производительности 11 т/ч; печь ИЧТ – 6 имеет емкость 6 т при потребляемой мощности 1238 кВт и производительности 2,1 т/ч. Удельный расход электроэнергии составляет в обеих печах 2160 кДж/кг (0,6 кВт×ч/кг).
В схемы питания всех этих печей включены конденсаторные батареи с целью повышения cos j. Отсутствие дорогостоящих преобразователей значительно снижает стоимость печей, работающих на токе промышленной частоты.
Потери тепла за плавку составляют на индукционных печах такого типа примерно 20 – 25%, а потери в токопроводах, конденсаторных батареях и преобразователях частоты достигают 30%. Поэтому общий к.п.д. индукционных плавильных установок (особенно печей небольшой емкости), работающих на токе высокой частоты, невысок и составляет примерно 0,4, возрастая с увеличением емкости печей до 0,6. Показатели работы крупных индукционных печей, работающих на токе промышленной частоты, выше и их общий к.п.д. достигает 0,8.
Улучшение показателей работы индукционных плавильных установок достигается правильной подготовкой шихты и ее рациональной загрузкой, снижением потерь тепла из печи и уменьшением времени простоев на ремонт футеровки, а также максимально возможным использованием мощности преобразователя частоты. Для этой цели обычно используют один общий преобразователь для питания двух печей.
Сравнительная легкость герметизации индукционных печей обусловила их широкое применение для вакуумной плавки качественных сталей и жаропрочных сплавов. Принципиально вакуумная индукционная печь (ВИП) не отличается от открытой. Она помещается в герметичный кожух с патрубком, через который осуществляется откачка камеры. Разливку проводят также в вакууме наклоном тигля внутри неподвижной камеры или наклоном всей камеры вместе с тиглем и изложницей. Изложницу в этом случае подвешивают внутри вакуумной камеры на цапфах и она сохраняет при повороте вертикальное положение. В кожухе ВИП индуктором неизбежно наводятся токи, повышающие электрические потери печи, поэтому для его изготовления следует использовать немагнитную сталь.
Сложной задачей при индукционной плавке в вакууме является также надежная изоляция витков индуктора, так как в вакууме возрастает опасность межвитковых пробоев. Футеровку ВИП выполняют теми же способами, что и футеровку открытых печей, но, учитывая особенности выплавляемых сплавов, для этой цели используют чистые материалы (корунд, плавленый магнезит, диоксид циркония).
Разработана серия индукционных сталеплавильных вакуумных печей (ИСВ) емкостью 0,16; 0,6; 1,0 и 2,5 и мощностью соответственно 200, 500, 1000 и 1500 кВт. Печи работают на токе повышенной частоты 1000 Гц (за исключением печи ИСВ – 0,16, работающей на токе с частотой 2400 Гц). Удельный расход электроэнергии составляет за цикл в среднем 9600 кДж/кг (2,5 кВт×ч/кг), т.е. весьма высок за счет большого расхода электроэнергии вакуумной системой.
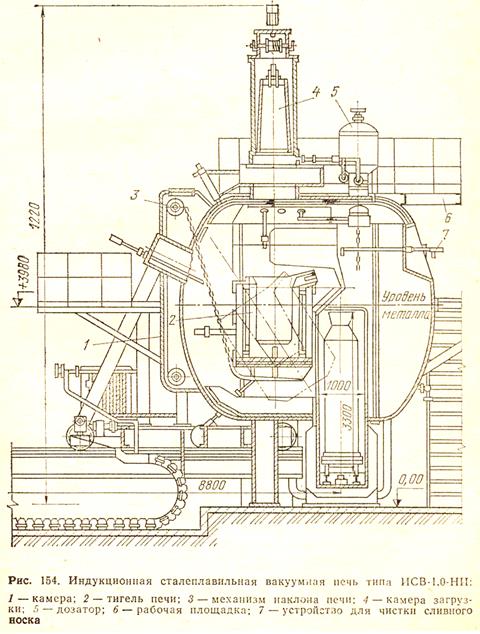
На рис. 154 показана серийная печь типа ИСВ-1,0-НИ, предназначенная для плавки высокачественных сталей и жаропрочных сплавов с отливкой слитка в вакууме. Рабочеедавление в печи 0,13 Па. Загрузка шихты проводится через шлюзовую загрузочную камеру, в которой помещается загрузочная корзина с шихтой, а введение необходимых легирующих добавок осуществляется с помощью дозатора. В верхней части камеры предусмотрена установка пирометра для измерения температуры металла, а также гляделок для наблюдения за операциями, проводимыми в камере. После завершения плавки печь наклоняют и разливают металл в изложнипы, находящиеся на тележках внутри вакуумной камеры. Тележки имеют привод и могут перемещаться в камере. Изложницы извлекают из камеры после затвердевания в них металла.
Печи с железным сердечником
Плавильная индукционная печь с железным сердечником (рис. 155) состоит из футерованной рабочей емкости шахтного или барабанного типа, где сосредоточена основная масса металла, железного сердечника (магнитопровода) с индуктором и узкого канала, заполненного металлом. Если рассматривать эту печь как трансформатор с первичной обмоткой-индуктором, то канал играет роль одновитковой вторичной обмотки. Тепловыделение происходит в металле, находящемся в канале. Расплавленный металл вследствие разности плотностей, а также возникающих з нем электродинамических усилий циркулирует между каналом и шахтой печи, отдавая тепло находящемуся в ней металлу. Угар металла очень мал, так как нагрев до высокой температуры происходит в канале, изолированном от окружающей среды.
Футеровка канала (подовый камень) работает в очень тяжелых условиях, поскольку интенсивное движение перегретого до высокой температуры металла приводит к ее разрушению. Футеровку подового камня выполняют обычно набивной по металлическому шаблону с последующим обжигом и спеканием непосредственно в печи; металлический шаблон при этом расплавляется. Для набивки используют массу на кварцитовой, магнезитовой и корундовой основах с применением в качестве связующих добавок огнеупорной глины, молотого стекла, борной кислоты и буры. Стойкость футеровки подового камня при плавке цветных металлов и сплавов составляет несколько тысяч плавок. При плавке чугуна, имеющего температуру разливки 1400 – 1450°С, стойкость футеровки подового камня обычно не превышает 500 плавок.
Индуктор имеет обычно принудительное воздушное охлаждение, осуществляемое при помощи вентилятора; иногда витки индуктора изготовляют из трубки и охлаждают водой.
Питание плавильных печей с железным наконечником проводится током промышленной частоты с напряжением 220 – 1000 В через автотрансформаторы, позволяющие регулировать подводимую к печи мощность. Для повышения cos j в схему питания включают конденсаторы.
В индукционных печах с железным сердечником необходимо при сливе расплавленного металла часть его (20 – 30% массы расплава) оставлять в печи с тем, чтобы канал был заполнен жидким металлом, т.е. чтобы была замкнута вторичная обмотка. Этот остаток называют «болото» и загрузку твердой шихты ведут порциями на поверхность расплава; постепенно весь металл, загруженный в рабочую емкость, расплавляется. Иначе нагреть шихту до плавления невозможно. Это обстоятельство очень затрудняет переход с плавки одного сплава на другой. Индукционные плавильные печи с сердечником имеют на 20 – 30% более высокий к.п.д., чем индукционные тигельные, они значительно дешевле и занимают меньшую площадь. Однако низкая стойкость футеровки канала при высоких температурах также ограничивает область применения подобных печей, используемых в основном для плавки цветных металлов сплавов и чугуна и в качестве миксеров для чугуна, выплавленного в вагранках.
Разработан ряд серийных индукционных печей — миксеров с железным сердечником и каналом типа ИЧКМ, предназначенных для выдержки литейных чугунов, с емкостью 2,5 – 100 т, мощностью 400 – 2000 кВт, расчетной производительностью 6 – 50 т/ч.
Удельный расход электроэнергии невелик и составляет в среднем при выдержке чугуна в таких индукционных миксерах 240 – 140 кДж/кг.
Дата добавления: 2015-11-10; просмотров: 3271;