Нагрев тел при краевых условиях третьего рода
Тонкие тела. Обычно в печах передача тепла к поверхности нагреваемого изделия осуществляется конвекцией и излучением.
Если преобладает конвективный переход тепла и, следовательно, справедливо уравнение Ньютона

то время нагрева металла определяют по уравнению
 (69)
(69)
где с — теплоемкость металла, Дж/(кг×К); М — масса находящегося в печи металла, кг; F — поверхность металла, воспринимающая тепло, м2; a — коэффициент теплоотдачи к поверхности металла, Вт/(м2×К); Тп— температура печи, К; Тм.нач и Тм.кон — температура металла соответственно начальная и конечная, К.
В тех случаях, когда преобладает передача тепла излучением и справедлив закон Стефана — Больцмана, время нагрева тонких изделий следует определять по выражению, с
 (70)
(70)
где Спр — приведенный коэффициент излучения системы печь — металл, Вт/(м2×К4).
Значение функций f1 и f2можно выбирать из графика, приведенного на рис. 37.
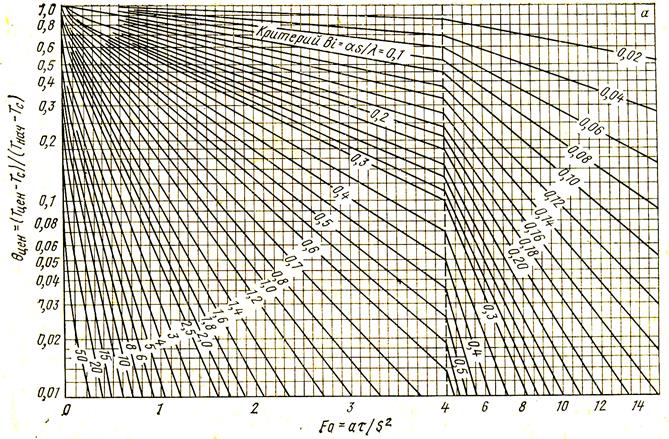
Массивные тела. Как показано выше, решение дифференциального уравнения теплопроводности для этих условий обычно представляют в виде следующего критериального уравнения:

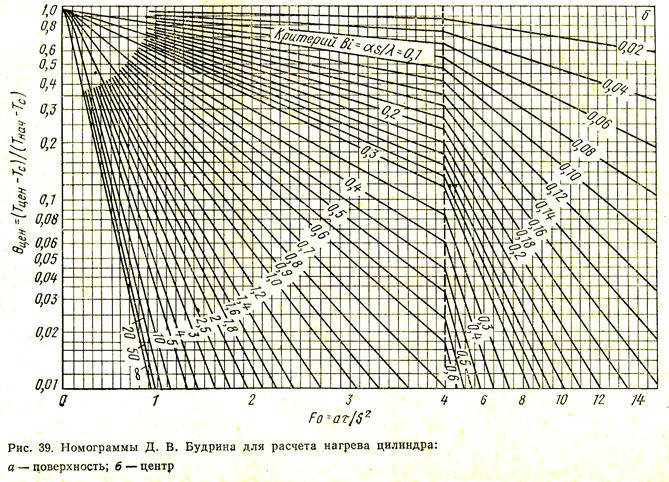
Решение этого уравнения для пластины (рис. 38) и цилиндра (рис. 39) было представлено Д.В. Будриным в графическом виде.
Из этих номограмм для определения времени нагрева необходимо найти критерий Fо = аt/s2. Предварительно нужно определить температурный критерий q и критерий Вi. При определении значения Вi, а затем и времени нагрева из критерия Fо необходимо правильно выбирать расчетную толщину нагреваемой заготовки. При двустороннем нагреве в качестве расчетной толщины надо принимать половину истинной (геометрической) толщины. При одностороннем нагреве в расчете необходимо учитывать полную толщину заготовки. Теплопроводность металла следует находить по средней его температуре за весь период нагрева. Теплоемкость металла принимают по конечной температуре нагрева металла.
Для определения значения Fо из точки на ординате (рис. 38 и 39), соответствующей найденному значению q, проводят горизонтальную линию до пересечения с линией Bi,соответствующей найденному значению этого критерия. Из полученной таким образом точки пересечения двух линий опускают перпендикуляр и на абсциссе находят искомое значение Fо, из которого определяют время нагрева t = Fos2/a.
Таким образом определяется время нагрева при условии, что температура в печи практически одинакова во всех точках рабочего пространства.
Несколько сложнее проводится расчет времени нагрева для печей с постоянной во времени, но переменной по длине рабочего пространства температурой. К таким печам относятся методические печи.
В методической зоне этих печей температура изменяется по длине. Чтобы к расчету времени нагрева в методической зоне можно было применить описываемый метод расчета при краевых условиях III рода, всю зону необходимо разбить на некоторое число участков с усреднением температуры печи в пределах каждого из них. Усредненную температуру следует принимать постоянной в пределах каждого участка и определять соответствующее этому участку время нагрева. Очевидно, что чем больше таких участков, тем более точным (но и тем более трудоемким) будет расчет. Обычно рекомендуется разбивать методическую зону на три участка и определять время нагрева на каждом участке. Таким образом, время нагрева в методической зоне определяется как суммарное время нагрева для всех участков. Для того чтобы получить полное время нагрева металла в методической печи, надо суммировать время нагрева, полученное для методической и сварочных зон. В случае, если металл к концу зоны нагрева (сварочной зоны) прогрет по сечению недостаточно, необходимо осуществить его выдержку.


Определение выдержки металла. Выдержку (томление) металла осуществляют для выравнивания температуры по его толщине. Для  этого в зоне выдержки поддерживают температуру в печи приблизительно на 50 К выше температуры поверхности металла с тем, чтобы температура поверхности заметно не повышалась, а тепловой поток, падающий на поверхность металла, проникал бы внутрь и способствовал повышению температуры центра заготовки или слитка. Выдержку можно выполнить, используя графики (рис. 40), специально построенные для определения выдержки металла, т. е. при постоянной температуре поверхности металла. Если принять, что DТнач — начальная разность температур поверхности и центра тела, а DТкон — конечная разность этих температур, то отношение DТкон /DТнач представляет собой степень выравнивания температуры, определяющую в основном выдержку металла.
этого в зоне выдержки поддерживают температуру в печи приблизительно на 50 К выше температуры поверхности металла с тем, чтобы температура поверхности заметно не повышалась, а тепловой поток, падающий на поверхность металла, проникал бы внутрь и способствовал повышению температуры центра заготовки или слитка. Выдержку можно выполнить, используя графики (рис. 40), специально построенные для определения выдержки металла, т. е. при постоянной температуре поверхности металла. Если принять, что DТнач — начальная разность температур поверхности и центра тела, а DТкон — конечная разность этих температур, то отношение DТкон /DТнач представляет собой степень выравнивания температуры, определяющую в основном выдержку металла.
Выдержка металла может быть определена по выражению, с
где S — толщина заготовки, м; а — коэффициент температуропроводности, м2/с; т — коэффициент, зависящий от степени выравнивания температур, который может быть определен по графику на рис. 40.
Во всех расчетах времени нагрева металла необходимо определять среднюю (для всего периода нагрева или для его интервала) величину коэффициента теплоотдачи излучением aизл. При краевых условиях третьего рода, т. е. при постоянстве температуры печи эта величина может быть найдена следующим образом:
здесь Тп— температура печи, К; Тнач— температура металла в начале интервала нагрева, К;  — температура металла в конце интервала нагрева, К.
— температура металла в конце интервала нагрева, К.
Дата добавления: 2015-11-10; просмотров: 2671;