Оценка потерь в сварном соединении
 Рис. 11.10. Защита места сварки
Рис. 11.10. Защита места сварки
|
5. Защита места сварки ОВ от механических влияний и воздействий окружающей среды. С целью защиты оголенного участка ОВоно помещается в герметичную термоусадочную гильзу, армированную стальным стержнем (рис. 11.10). Термоусадка производится в специальной печи сварочного аппарата. Поскольку в термоусаживающей печи градиент температуры направлен от ее центра к краям, то в процессе усадки гильза выдавливает весь воздух, герметизируя тем самым место сварного стыка.
Важнейшим этапом сварки ОВ является их юстировка. Юстировка волокон в сварочном аппарате может осуществляться вручную или автоматически. Кроме того, юстировка волокон в сварочном аппарате может осуществляться по оболочкам или по сердцевинам волокон. К системам юстировки волокон по оболочкам относят:
· систему юстировки по V-образным канавкам
· систему PAS
|
| Рис. 11.12. Юстировка волокон по V-образным канавкам |
Простейший способ юстировки волокон – юстировка по V-образным канавкам (рис. 11.11). Юстировочное устройство представляет собой единую деталь с двумя расположенными строго напротив друг друга V-образными калиброванными канавками. Свариваемые ОВ прижимаются вдоль канавок, сводятся и свариваются с помощью электрической дуги. Движение осуществляется только по оси Z (вдоль канавок). Оценка качества юстировки осуществляется только по внешним контурам волокна (по оболочке).
Юстировка в этом случае осуществляется, как правило, вручную. Качество юстировки контролируется визуально с помощью микроскопа. Точность юстировки в этом случае зависит от качества изготовления канавок и идентичности свариваемых ОВ.
В более современных сварочных аппаратах как юстировка, так и сварка осуществляются автоматически.
Одним из методов автоматического контроля качества юстировки является контроль с помощью системы PAS (Profile Alignment System). При использовании данной системы (рис. 11.13) также используются калиброванные V‑образные канавки, но они не зависимы друг от друга и могут перемещаться как по оси Z так и по осям X и Y (одна канавка по оси X, другая - по оси Y).
|  
|
| Рис. 11.13. Юстировка волокон методом PAS-системы |
При таком методе юстировки волокна освещаются сбоку параллельным пучком света так, что оболочка и сердцевина фокусируют свет, действуя как цилиндрические линзы. При этом формируется изображение, на котором видны границы оболочки волокна. Полученное изображение анализируется, что позволяет автоматически вычислить и скорректировать остаточные смещения волокон. Качество юстировки, а также качество подготовки торцов волокон можно также контролировать визуально по изображениям волокон на экране сварочного аппарата.
К системам юстировки волокон по сердцевинам относят:
· систему L-PAS
· систему LID
· систему RTC
В системе L-PAS фокус видеокамеры находится внутри волокна и за счет преломления света при прохождении через волокно на образующемся изображении видны границы оболочки и сердцевины, то есть возможна юстировка по границам сердцевины.
|
| Рис. 11.14. Юстировка волокон методом L-PAS-системы |
Центрирование по методу LID (Light Injection and Detection) основано на возможности ввода и вывода оптического излучения в местах изгиба ОВ (рис. 11.15). При этом необходимая форма изгиба ОВобеспечивается специальными оправками, которые кроме того прижимают ОВ в местах изгибов к источнику и приемнику излучения, проходящего через стыкуемые ОВ. Контроль качества юстировки осуществляется по максимуму мощности излучения, передаваемого через сварное соединение.
Рис. 11.15. Юстировка волокон методом LID-системы
Система RTC (Real Time Control) позволяет с высокой точностью выравнивать волокна по их тепловым изображениям. Эта система управляет электрической дугой. Она формирует серию импульсов тока сварки возрастающей мощности (рис. 11.16), причем, последовательность импульсов начинается с короткого импульса, очищающего волокно, а затем следует более мощный импульс, разогревающий волокно до такой степени, что сквозь его оболочку становится видна сердцевина. Прибор анализирует тепловое изображение раскаленного волокна, чтобы определить смещение сердцевин, и производит их совмещение с учетом влияния сил поверхностного натяжения.
При сварке волокон, особенно одномодовых, возникает проблема, связанная с тем, что силы поверхностного натяжения стремятся совместить оси оболочек, и, следовательно, развести (при наличии в волокнах эксцентриситета сердцевина/оболочка) оси сердцевин волокон. Поэтому в современных аппаратах предусмотрена коррекция эксцентриситета. Оси волокон предварительно разводятся на такое расстояние, на которое (согласно компьютерному расчету) надо развести оси сердцевины волокон так, чтобы силы поверхностного натяжения совместили их при сварке.
| а | 
| б | 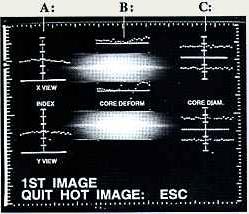
|
Рис. 11.16. Система RTC: а) формирование импульсов тока сварки; б) тепловые изображения волокон.
Затем волокна сращиваются. Если смещение сердцевины лежит в заданных пределах, а диаметры модовых пятен равны, то на этом сварка завершается. В противном случае волокна вновь разогреваются, и вносится очередная поправка. Таким образом, волокна центрируются не только перед сваркой, но и в процессе сварки.
Современные сварочные аппараты позволяют достичь потерь в сварке 0.02 дБ для ОМ ОВ и 0.01 для ММ ОВ.
В сварочных аппаратах, как правило, предусматривается возможность тестирования сварки на разрыв с усилием 2 или 4.5 Н.
Дата добавления: 2015-07-10; просмотров: 2066;