Расчет сварных соединений
При изготовлении металлических конструкций часто применяется сварка с помощью электрической дуги.
Впервые электрическая дуга была открыта русским ученым проф. В. В. Петровым в 1802 г. Обнаружив плавление металла в пламени полученной им электрической дуги, проф. Петров указал на возможность использования этого явления в технике. Однако электрическая дуговая сварка была изобретена лишь в конце XIX века русскими инженерами Н. Н. Бенардосом (1882 г.) нашим земляком и Н. Г. Славяновым (1888 г.) и получила впоследствии широкое распространение во всем мире.
Сущность электросварки по методу Славянова заключается в том, что, расплавляя электрической дугой материал электрода (сталь), заполняют им стык соединяемых элементов, также прогреваемых дугой до температуры плавления. В результате, после остывания расплавленного металла, образуется шов, прочно соединяющий стыкуемые элементы. Схема сварки показана на рис.5.27. Электрическая дуга горит между металлическим электродом и свариваемым металлом, расплавляя электрод и кромки соединяемых элементов металла, между которыми образуется так называемая сварочная ванна.
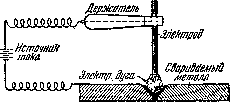
Рис.5.27. Технологическая схема сварки
Для защиты плавящегося металла от попадания вредных включений из окружающего воздуха на поверхность электрода наносится толстая защитная обмазка, выделяющая при плавлении электрода большое количество шлака и газов, благодаря чему плавящийся металл изолируется от окружающего воздуха.
Этим обеспечивается высокое качество металла сварного шва, механические свойства которого могут резко ухудшиться под влиянием кислорода и азота воздуха (при отсутствии обмазки или при тонкой обмазке). С той же целью автоматическая сварка производится под слоем флюса, защищающим плавящийся металл от попадания кислорода и азота воздуха.
При правильном выборе конструкции соединений, материалов и технологии сварки сварные соединения по надежности не уступают заклепочным при действии как статических, так и динамических нагрузок (в том числе ударных и знакопеременных). В то же время электросварка имеет ряд преимуществ перед клепкой, из которых важнейшими являются меньшая трудоемкость сварочных работ и отсутствие ослабления сечений соединяемых элементов отверстиями. Это дает значительную экономию средств и металла, помимо экономии, получаемой за счет большей компактности соединений. Большие экономические выгоды, приносимые электросваркой, и даваемое ею упрощение конструкций привели в последнее время к постепенному вытеснению заклепочных соединений сварными.
Значительное развитие электросварка получила в СССР благодаря трудам советских ученых Патона, Вологдина, Никитина, Хренова и др., разработавших новые методы сварки, обеспечивающие высокую прочность соединений.
Методы расчета сварных соединений тесно связаны с технологией сварки, причем для многих видов соединений расчет носит весьма условный характер. Вообще методику расчета сварных соединений нельзя еще считать установившейся.
Что касается норм допускаемых напряжений для материала швов, то они принимаются различными в зависимости от способа сварки (ручная и автоматическая), а также от состава и толщины защитной обмазки электродов.
В таблице 4.3. приведены допускаемые напряжения для сварных швов в конструкциях из стали марки ст. 3 по существующим нормам.
Таблица 4.3. Допускаемые напряжения при сварке.
| Вид напряжения | Обозначение | Ручная сварка | Автоматическая сварка | |
| Электроды с тонкой обмазкой | Электроды с толстой обмазкой | |||
| Растяжение Сжатие Срез | 

| 1000 кг/см2 1100 кг/см2 800 кг/см2 | 1800 кг/см2 1450 кг/см2 1100 кг/см2 | 1300 кг/см2 1450 кг/см2 1100 кг/см2 |
При проверке прочности сварных швов учитывается возможный непровар в начале шва и образование кратера в конце. Поэтому расчетная длина шва принимается меньшей, чем действительная или проектная на 10 мм.
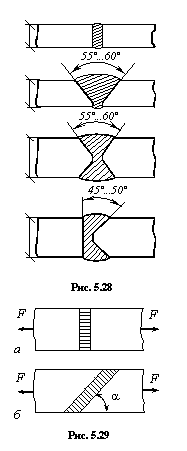
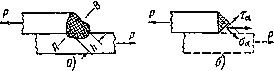
Существует несколько типов сварных соединений. При соединении встык зазор между соединяемыми элементами заполняется наплавленным металлом. Типы сечений стыковых швов в зависимости от толщины соединяемых элементов показаны на рис. 5.28. В зависимости от направления действующего усилия F по отношению к шву их подразделяют на прямые и косые (рис. 5.29).




Необходимо отметить, что наиболее простым и надежным видом соединения является соединение встык, образуемое путем заполнения зазора между торцами соединяемых элементов наплавленным металлом. Соединение встык осуществляется, в зависимости от толщины соединяемых элементов, по одному из типов, показанных на рис.5.30. Проверка прочности производится на растяжение или сжатие по формуле:

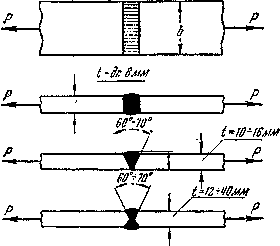
Рис.5.30. Расчетная схема сварного соединения.
Здесь  — условная рабочая площадь сечения шва, где расчетная длина шва
— условная рабочая площадь сечения шва, где расчетная длина шва  , а высота шва h принимается равной толщине свариваемых элементов t.
, а высота шва h принимается равной толщине свариваемых элементов t.
Поскольку допускаемое напряжение для сварного шва ниже, чем для основного металла, стремятся к увеличению длины стыкового шва. С этой целью применяют соединение встык с косым швом (рис.5.31). Исследования таких соединений, произведенные Институтом электросварки Академии наук УССР, показали, что равнопрочность их с основным металлом всегда обеспечивается.
Проверка прочности косых швов производится и по нормальным и по касательным напряжениям, возникающим по сечению шва mn:
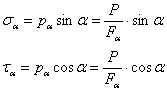
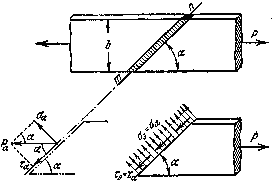
Рис.5.31. Расчетная схема косого сварного соединения.
Имея в виду, что  получим:
получим:
Здесь расчетная длина шва по техническим условиям принимается равной  .
.
Как установлено опытом, наиболее рациональным углом наклона шва к линии действия сил является  . Недостатком соединения косым швом является неудобство центрировки стыкуемых элементов при сварке, поэтому его применяют редко.
. Недостатком соединения косым швом является неудобство центрировки стыкуемых элементов при сварке, поэтому его применяют редко.
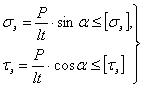
Иногда соединение листов производится внахлестку или встык с перекрытием накладками. Это вызывает необходимость сваривать листы, не лежащие в одной плоскости, что осуществляется при помощи так называемых валиковых (или угловых) швов — лобовых или торцевых (перпендикулярных к направлению действующей силы) и боковых или фланговых (параллельных ей).
Валиковый шов в сечении имеет довольно неопределенную форму (рис.5.32). В теоретических расчетах на прочность сечение шва принимается в виде равнобедренного треугольника (очерченного пунктиром) с расчетной высотой  ).
).
а) технология. б) расчетная схема
Рис.5.32. Сварное соединение внахлестку:
Соединения торцевыми (лобовыми) швами показаны на рис.5.33. Разрушение таких швов происходит по наиболее слабому сечению AB, как это установлено опытами.
Рис.5.33. Сварное соединение торцевыми швами
Как это видно из рис.5.32, б, полное напряжение, возникающее в сечении АВ, может быть разложено на нормальную и касательную составляющие. Поскольку сопротивление стали сдвигу ниже, чем при растяжении, расчет лобовых швов производится условно на срез в предположении равномерного распределения касательных напряжений по площади сечения АВ. Имея в виду, что на восприятие силы Р в этих соединениях (рис.5.33) работают два лобовых шва, верхний и нижний, получим:

Так как площадь сечения шва  , а расчетная длина , то условие прочности примет вид:
, а расчетная длина , то условие прочности примет вид:

В действительности, материал шва испытывает сложное напряженное состояние, причем напряжения по сечению АВ распределяются неравномерно. Исследования, произведенные методами теории упругости и подтвержденные экспериментально, показали, что в углах шва имеет место высокая концентрация напряжений.
Если учесть, что, вследствие укорочения швов при остывании, в зоне сварки возникают дополнительные напряжения и в основном металле, ведущие к переходу его в хрупкое состояние, то следует иметь в виду, что концентрация напряжений может явиться причиной появления трещин в основном металле соединения.
Поэтому такое соединение не может быть рекомендовано, особенно при переменной или ударной нагрузке. Значительно надежнее работа соединения встык без накладок.
Соединение фланговыми (или боковыми) швами показано на рис.5.34, а. Разрушение шва, показанное на рис.5.34, б, происходит на значительном его протяжении путем срезывания наплавленного металла в направлении, параллельном шву по наиболее слабой плоскости АВ.
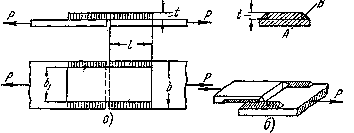
Рис.5.34. Соединение фланговыми швами а) и его разрушение б)
Условие прочности для двух симметрично расположенных швов имеет вид:
Если стык перекрыт двухсторонними накладками, число швов удвоится и условие прочности примет вид:
Отсюда обычно определяют необходимую расчетную длину  фланговых швов. Проектная же длина каждого шва принимается равной
фланговых швов. Проектная же длина каждого шва принимается равной  .
.
Как показали опыты, разрушение фланговых швов происходит по типу разрушений пластичных материалов со значительными остаточными деформациями. Это делает работу фланговых швов более благоприятной, чем работу лобовых швов. Однако следует иметь в виду, что у концов фланговых швов также имеет место высокая концентрация напряжений.
При проектировании часто стремятся обеспечить большую надежность соединения, применяя вместо сварки встык, или в дополнение к ней, перекрытие стыка накладками, которые привариваются фланговыми или торцевыми швами, а иногда и теми и другими вместе. Как уже указывалось, при переменных и ударных нагрузках такое «усиление» стыка может принести больше вреда, чем пользы.
Что касается расчета такого комбинированного стыка, то при одновременном применении лобовых и фланговых швов считают, что сопротивление соединения равно сумме сопротивлений всех швов, т. е.  , где сопротивление торцевого шва при расчетной длине
, где сопротивление торцевого шва при расчетной длине  равно
равно  , а сопротивление двух фланговых швов
, а сопротивление двух фланговых швов  , причем
, причем  , где b — ширина накладки. В результате подстановки получаем:
, где b — ширина накладки. В результате подстановки получаем:
 .
.
Зная длину торцевого шва, определяют длину фланговых швов  .При двухсторонних накладках число швов удваивается, т. е. правую часть полученного соотношения следует удвоить.
.При двухсторонних накладках число швов удваивается, т. е. правую часть полученного соотношения следует удвоить.
Так как торцевые швы более жестки, то при совместной работе с фланговыми они перегружаются, что ведет к неравномерной работе соединения. Если учесть, что в таком соединении и термические напряжения достигают больших значений, то устройства такого стыка следует избегать.
Иногда при соединении внахлестку, в дополнение к фланговым швам, применяют прорезные швы, осуществляемые путем наплавки металла в узкую прорезь, сделанную в одном из соединяемых элементов параллельно действующему на соединение усилию.
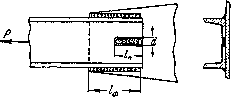
Рис.5.35. Комбинация фланговых и прорезных швов
При длине прорезного шва  и ширине прорези d сопротивление такого шва срезу равно:
и ширине прорези d сопротивление такого шва срезу равно:

где  — усилие, приходящееся на прорезной шов.
— усилие, приходящееся на прорезной шов.
В комбинированном соединении с фланговыми швами для записи расчетного условия принимают, что  или
или

Задавшись размерами одного из швов (обычно флангового), находят необходимую длину другого. При этом ширина прорези d принимается равной двойной толщине прорезанного металла, длина — не более двадцати толщин.
Недостатками соединения с прорезными швами являются: 1) ослабление сечения прорезями вследствие неизбежного непровара и 2) высокая концентрация напряжений в основном металле в зоне сварки, ведущая к появлению трещин около углов прорезного шва; поэтому такое соединение может применяться лишь в крайних случаях, при условии хорошо продуманной технологии сварочных работ.
В заключение заметим, что в том случае, когда приходится прибегать к соединению внахлестку, лучше всего ограничиться одними фланговыми швами, избегая комбинированных соединений.
Дата добавления: 2015-08-08; просмотров: 993;