ВОЛОЧЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
Исходными заготовками для волочения служат прокатанные или прессованные прутки и трубы из стали, цветных металлов и их сплавов.
Волочение труб можно выполнять без оправки (для уменьшения внешнего диаметра) и с оправкой (для уменьшения внешнего диаметра и толщины стенки). На рис. 3.16, а показана схема волочения трубы / на короткой удерживаемой оправке 3. В этом случае профиль полученной трубы определяется зазором между волокой 2 и оправкой 3.
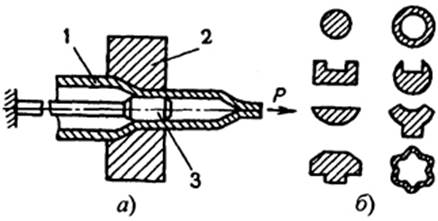
Рис. 3.16. Схема волочения трубы (а) и примеры профилей, полученных волочением (б)
Поскольку тянущая сила, приложенная к заготовке, необходима не только для деформирования металла, но и для преодоления сил трения металла об инструмент, эти силы трения стараются уменьшить применением смазки и полированием отверстия в волоке.
Обычно для получения необходимых профилей требуется деформация, превышающая допустимую за один проход, поэтому применяют волочение через ряд постепенно уменьшающихся по диаметру отверстий. Но, поскольку волочение осуществляют в условиях холодной деформации, металл упрочняется. Для восстановления пластичности упрочненный волочением металл подвергают промежуточному отжигу.
Волочением обрабатывают различные марки стали, цветные металлы и их сплавы. Сортамент изделий, изготовляемых волочением, очень разнообразен: проволока диаметром 0,002 ... 5 мм и фасонные профили, примеры которых показаны на рис. 3.16, б (призматические и фасонные направляющие; сегментные, призматические и фасонные шпонки; шлицевые валики; опорные призмы, ножи и т.д.). Волочением калибруют стальные трубы диаметрами от капиллярных до 200 мм, стальные прутки диаметрами 3 ... 150 мм.
Поскольку волочение производят в условиях холодной деформации, оно обеспечивает точность размеров (стальная проволока диаметром 1 ... 1,6 мм имеет допуск 0,02 мм), низкую шероховатость поверхности, получение очень тонкостенных профилей.
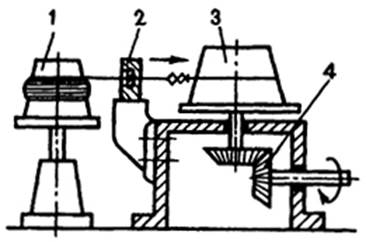
Рис. 3.17. Схема барабанного волочильного стана
Волоку изготовляют из инструментальных сталей, металлокерамических сплавов и технических алмазов (для волочения проволоки диаметром менее 0,2 мм). Волочение производят на барабанных и цепных волочильных станах. Барабанные станы (рис. 3.17) служат для волочения проволоки, труб небольшого диаметра, наматываемых в бунты. Исходную заготовку в виде бунта укладывают на барабан 1. Предварительно заостренный конец проволоки пропускают через отверстие волоки 2 и закрепляют на барабане 3, который приводится во вращение от электродвигателя через редуктор и зубчатую передачу
4. Кроме станов для однократного волочения, один из которых показан на рис. 3.17, существуют станы для многократного волочения. Последние имеют до 20 барабанов с установленными перед каждым из них волоками. На цепных станах тянущее устройство совершает прямолинейное возвратно-поступательное движение. Такие станы применяют для волочения прутков и труб, которые нельзя наматывать в бунты.
Дата добавления: 2015-08-04; просмотров: 2134;