Конструирование редукторов
2.6.1. Конструирование корпусных деталей
Корпусные детали являются составными частями редуктора и предназначаются для обеспечения правильного взаимного расположения сопряженных деталей редуктора, защиты рабочих поверхностей зубчатых колес и подшипников от пыли и грязи, защиты от выброса масла в окружающую среду при работе редуктора, отвода тепла, в также для размещения масляной ванны (у редукторов с картерной смазкой).
Габаритные размеры корпусных деталей определяются при компоновке редуктора с учетом типа, размера и относительного расположения деталей передачи, системы смазки зацепления и подшипниковых узлов.
Работоспособность кинематических пар зависит от жесткости корпусных деталей. Требуемая жесткость достигается за счет оптимизации формы и размеров корпусных деталей, а также за счет рационального использования ребер жесткости.
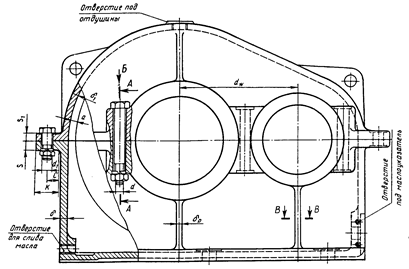
У большинства редукторов корпус выполняют разъемным. У цилиндрических и коническо-цилиндрических редукторов с расположением валов в горизонтальной плоскости чаще всего бывает один разъем (рис.19). Благодаря разъему в плоскости валов обеспечивается наиболее удобная сборка редуктора.
Вообще, рациональная конструкция корпусных деталей связана с масштабами производства. В условиях единичного и мелкосерийного изготовления простота форм отливок и моделей является важным преимуществом. При массовом производстве сложность конфигурации отливки не делает ее заметно дороже, и оправданы те формы, которые приводят к оптимальной массе и облегчению процесса обработки для данного технологического оборудования.
|
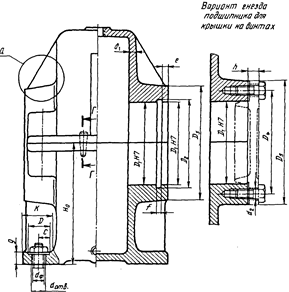 Рис. 19. Размеры корпуса зубчатого цилиндрического
Горизонтального редуктора с закладными крышками
Рис. 19. Размеры корпуса зубчатого цилиндрического
Горизонтального редуктора с закладными крышками
|
Конструкции корпусных деталей делятся на два типа. Для первого, традиционного (см. рис. 19), характерны гладкие внутренние поверхности и выступающие наружу фланцы, ребра, приливы для размещения подшипников. Корпусные детали второго типа отливаются сглаженными очертаниями снаружи, а выступающие элементы располагаются в основном внутри корпуса. На нем нет нижнего фланца под фундаментные болты, а крепление осуществляется за счет углублений в корпусе по углам; такие конструкции могут быть тяжелее, но имеют лучший внешний вид и хорошие виброакустические характеристики.
Длина болтов, мм

| Длина резьбы 
| |||||
| d=8 | d =10 | d =12 | d =14 | d =16 | d =20 | |
| 110; 120; 130; 140; 150 | - | |||||
| 160; 170 | - |
| Рекомендуемые расстояния: а – от оси болта до стенки; b – от посадочного диаметра крышки | 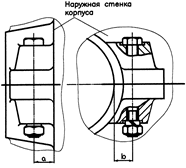
| |||||||
| M8 | M10 | M12 | M14 | M16 | M20 | |||
| a | – | |||||||
| b | – | |||||||
| Рис. 20. Пример конструирования крепления подшипникого узла с закладной крышкой болтами | ||||||||
| Рекомендуемые расстояния: а – от оси болта до стенки; b – от посадочного диаметра крышки | 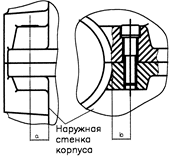
| ||||||||||||
| M8 | M10 | M12 | M14 | M16 | M20 | ||||||||
| a | – | ||||||||||||
| b | – | ||||||||||||
| Рис. 21. Пример применения винта для подшипникового узла с закладной крышкой | |||||||||||||
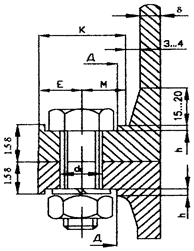
| Под болты с шестигранной головкой: Д=2dболта+4мм; h=2,...,3 мм; K=2.3,...,2.5d0; Е=1.1,...,1.2d0 | ||||||||||||
| Болт | d0 | К | Е | М | |||||||||
| М10 | |||||||||||||
| М12 | |||||||||||||
| М14 | |||||||||||||
| М16 | |||||||||||||
| М18 | |||||||||||||
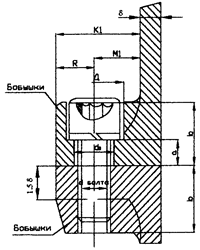
| Под винты с цилиндрической головкой и внутренним шестигранником: α = 0,8,...,1,0dболта; b = 1,8,...,2,0dболта | ||||
| Винт | d0 | К1 | М1 | D1 | R1 |
| М10 | |||||
| М12 | |||||
| М16 | |||||
| М18 |
Рис. 22. Место под гаечный ключ по ГОСТ 13682-80 на стыковочных фланцах
редукторов(размеры в миллиметрах)
Однако, проектируя специальные редукторы мелкосерийного и индивидуального изготовления, конструкторы часто предпочитают сравнительно простые корпусные детали первого типа (см. рис. 19).
Приведем некоторые соотношения для корпусных деталей редуктора:
- толщина стенки корпуса 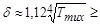 8…12 мм;
8…12 мм;
- диаметр фундаментальных болтов  10 мм;
10 мм;
- диаметр болтов (винтов) соединения крышки с корпусом редуктора  10 мм;
10 мм;
- диаметр болтов (винтов) крепления торцевых крышек подшипников и крышки смотрового люка  8 мм.
8 мм.
| |||||||||||
| Болт | d0 | К | Е | М | Винт | d0 | К1 | М1 | D1 | R | |
| М12 | М10 | ||||||||||
| М14 | М12 | ||||||||||
| М16 | М16 | ||||||||||
| М18 | М20 |
Рис. 23. Место под гаечный ключ по ГОСТ 13682-80 на опорных фланцах
редукторов (размеры в миллиметрах)
Для редукторов первого типа при передаче средней мощности можно использовать и рекомендации, приведенные на рис. 20,...,23, а также см. рис. 19.
2.6.2. Допуски формы и расположения поверхностей
для корпусов редукторов
Отклонения от геометрических форм и идеального положения поверхностей детали могут нарушать правильное их положение относительно друг друга. Поэтому необходимо ограничивать те отклонения геометрических форм и взаимного расположения, которые вызывают неточности монтажа и неисправности работы. Допуски устанавливают в соответствии с требуемой точностью изделия и в соответствии с техническими возможностями станочного парка.
В редукторах допуски назначаются, чтобы обеспечить удовлетворительную работу подшипников качения и передач зацеплением.
Для корпусных деталей редукторов общего назначения указывают следующие допуски формы и расположения (рис. 24):
- допуск цилиндричности посадочного места наружного кольца подшипника - 0,3…0,5 допуска диаметра этого посадочного места;
- допуск перпендикулярности торца подшипникового гнезда к оси посадочной поверхности, определяется по выражению  где
где  - допуск посадочного диаметра (например, для
- допуск посадочного диаметра (например, для  =100 Н7 Т=0,035 мм); - диаметр посадочной поверхности;
=100 Н7 Т=0,035 мм); - диаметр посадочной поверхности;  - диаметр крышки подшипника;
- диаметр крышки подшипника;
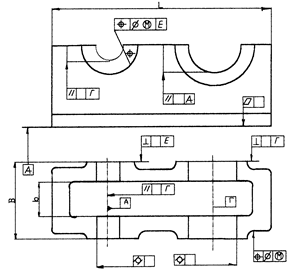 Рис. 24. Допуски формы и расположения элементов корпусных деталей
Рис. 24. Допуски формы и расположения элементов корпусных деталей
|
- допуск параллельности оси посадочных поверхностей наружных колец подшипников относительно опорной плоскости редуктора, принимают равным 0,001В (В – ширина корпуса, см. рис. 19);
- допуски плоскостности корпусных деталей составляют:
- для опорной плоскости подошвы 0,05/100;
- для плоскостей разъема 0,01/100.
При длине плоскости L допуски соответственно равны: 0,05L/100; 0,01L/100.
Позиционные допуски расположения осей крепежных отверстий в торцах п подошве корпуса рассчитываются одинаково. Однако при записи на чертеже для отверстий на разъеме редуктора и на подошве не указываются базы.
Дата добавления: 2015-07-30; просмотров: 2313;