Шлангові напівавтомати
При напівавтоматичному наплавленні механізовані лише операції подачі електродного дроту, а переміщення вздовж зварюваного шва відбувається вручну.
Високі експлуатаційні властивості сучасних зварювальних напівавтоматів досягають за рахунок використання тонкої електродної проволоки, яка подається до електричної дуги по гнучкому направляючому каналу, який дозволяє розмістити відносно тяжкий механізм подачі дроту на значні відстані від зони зварювання, де розташовано робочий орган зварювальний пальник.
При зварюванні тонкою проволокою при великій густині струму (до 200 а/мм2 ) процес саморегулювання дуги відбувається дуже інтенсивно. Це дає можливість при ручному переміщенні пальника використовувати подачі дроту. Випадкові коливання довжини дугового проміжка. які пов’язані з неточністю ручного ведення електроду, як правило легко компенсується саморегулюванням дуги.
За принципом компонування вузлів зварювальні напівавтомати бувають трьох типів:
1. Шланговий напівавтомат штовхаючого типу.
2. Шланговий напівавтомат тягнучого типу.
3. Шланговий напівавтомат тягно-штовхаючого типу.
Зварювальний напівавтомат штовхаючого типу містить катушку 1 з проволокою, пристрій для подачі дроту 2 гнучкий направляючий канал 3 . ручний тримач або пальник4. Електродний дріт 5 змотується з котушки і проштовхується ведучим 6 та приснис 7 роликами крізь канал у пальник та дугу. У каналі дріт знаходиться у стиснутому положенні, зусилля стискання змінюється від максимального до при вході у канал до нуля білі наконечника 8 пальника. Внаслідок стискання дріт розташовується у каналі хльоподібноу вигляді змії із змінним шагом хвилі. У місцях контакту дроту з каналом иникає сила тертя Q величина якої тим більша, чим більший кут β і чим, більше число точок контакту дроту з каналом.
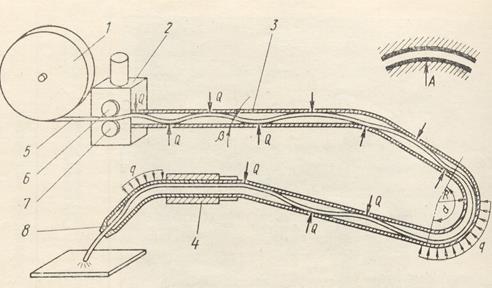
Шланговий напівавтомат штовхаючого типу
Опір проштовхуванню дроту залежить від згину гнучкого направляючого каналу із дротом (сила А), від його довжини і від матеріалу поверхонь, що труться. На закругленнях у порівнянні із невеликим радіусом ( R) дрів укладається ніби на внутрішній поверхні жолоба шківу, створюючі додаткове тертя q, велечина якого залежить від кута обхвату α. Таким чином , опір проштовхування дроту має комбінований характер. Для тонких проволок вирішальне значення має втрата повздовжньої стійкості, для товстих – зусилля на згин.
Для м’яких дротів або дротів із металу з високим коефіцієнтом тертя , а також дротів малого діаметру ( до 0,8 мм) напівавтомати штовхаю чого типу не використовуються
Дата добавления: 2015-08-26; просмотров: 2082;