Электрошлаковая сварка. Это оригинальный процесс
Это оригинальный процесс. Суть его состоит в следующем. В замкнутое пространство между водоохлаждаемыми медными пластинами и вертикально установленными кромками свариваемых деталей засыпают флюс и подают электродную проволоку .
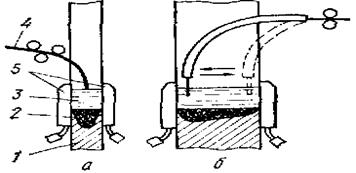
Схема электрошлаковой сварки:
1 - сварной шов; 2 - жидкий металл; 3 - шлаковая ванна;
4 - электродная проволока; 5- водоохлаждаемые ползуны
Источник питания подсоединяют к электродной проволоке и свариваемым деталям. В начале процесса возбуждают дугу, флюс плавится и образуется электропроводный шлак. Он шунтирует дугу, та гаснет и выходная цепь источника питания замыкается через шлак - начинается собственно электрошлаковый процесс. Шлак разогревается до высокой температуры, от его тепла расплавляется основной металл и электрод. Расплав стекает вниз, выжимая шлак вверх, и постепенно остывает и затвердевает. Так последовательно, передвигая пластины и электроды снизу вверх, проваривают весь шов (рис. 13.8,а). Электрошлаковым способом за один проход без разделки кромок сваривают любые толщины, начиная с 16 мм.
Длинные стыки можно заваривать с помощью «плавящегося» мундштука» - стальной трубки, установленной неподвижно в зазор между свариваемыми деталями. Электродную проволоку подают по этой трубке, чтобы она не отклонялась (рис. 13.8,б).
Флюсы для электрошлаковой сварки должны иметь высокую электропроводность в жидком состоянии и оптимальную вязкость.
Применяются флюсы, которые содержат повышенное количество плавикового шпата - CаF2, а именно, на 70 – 100 % состоят из фторида кальция.
Существенный недостаток электрошлаковой сварки - сильный разогрев околошовной зоны, приводящей к ухудшению свойств металла. Для устранения этого явления можно произвести последующую термообработку шва.
Дата добавления: 2015-08-26; просмотров: 852;