РАВНОМЕРНОСТЬ ПРОЦЕССА ФРЕЗЕРОВАНИЯ
Процесс фрезерования считают равномерным, когда суммарная длина режущих кромок, находящихся в работе, остается постоянной, что приводит к плавному изменению суммарной площади поперечного сечения срезаемого слоя, а следовательно, к незначительному колебанию силы резания. Это достигается только для фрез с винтовым зубом при условии кратности ширины фрезерования В осевому шагу tQ фрезы (рис. 4.3), т.е.
B/to = k,
где k — целое число зубьев, работающих одновременно.
Зависимость между осевым t0 и торцовым tT шагами цининдрической фрезы диаметром d определяется из треугольника аbс. Так как торцовый шаг
tт = pd/z, то to = pdctgw/z
Угол наклона зубьев фрезы при равномерном фрезеровании определяют по формуле
w = arctg(Bz/kpd)
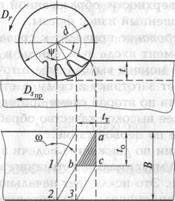
Рис.4 .3. Схема расположения зубьев при равномерном фрезеровании:
1, 2, 3 - развертка на плоскость винтовых зубьев фрезы; t - глубина резания; y - угол, охватывающий обрабатываемую поверхность; w - угол наклона зуба; abc — треугольник, катетами которого являются шаги зубьев; остальные обозначения см. на рис. 4.2
Рекомендуется брать k = 2...3. В этом случае наибольшее колебание силы резания не превышает 20 %, что обеспечивает получение высокого качества обработанной поверхности.
Дата добавления: 2015-08-21; просмотров: 1884;