Настройка дефектоскопа
Наиболее ответственная методическая операция в технологическом процессе УЗ-контроля, поскольку последующие операции оценки эквивалентных размеров и допустимости дефектов заключаются в сравнении измеренных временных и амплитудных характеристик дефектов с параметрами, установленными при настройке.
Проведение настройки сводится к выполнению двух обособленных операций: настройке шкалы расстояний (скорости развертки дефектоскопа) и настройке чувствительности.
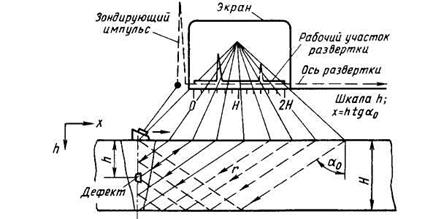
Рис. 1. Схема настройки скорости развертки
Настройка скорости развертки (рис. 1) заключается в выборе оптимального масштаба видимой на экране части временной оси электронно-лучевой трубки (ЭЛТ). Масштаб должен обеспечивать появление сигналов от дефектов в пределах экрана дефектоскопа. Скорость развертки устанавливают такой, чтобы рабочий участок развертки ЭЛТ занимал большую часть экрана. Горизонтальная ось экрана после настройки является по существу выпрямленной траекторией луча в масштабе. Рабочий участок развертки можно легко проградуировать в значениях координат дефекта с учетом соотношений  ,
,  , где r - расстояние по лучу до дефекта с координатами h, х. Такой способ наиболее целесообразен для ремонтопригодных изделий небольшой толщины (до 20 мм), когда не требуется высокой точности определения координат дефектов.
, где r - расстояние по лучу до дефекта с координатами h, х. Такой способ наиболее целесообразен для ремонтопригодных изделий небольшой толщины (до 20 мм), когда не требуется высокой точности определения координат дефектов.
При контроле изделий большей толщины используют глубиномерное устройство дефектоскопа. В процессе настройки добиваются правильных показаний глубиномера при измерении координат искусственных отражателей в образце. Точность настройки повышается с увеличением числа отражателей в рабочем диапазоне расстояний. Разновидностью этого способа является настройка по вспомогательным координатным шкалам - линейкам.
Испытательные образцы согласно нормативным требованиям должны быть идентичны изделию в том смысле, что размеры и материал образцов выбирают по чертежам изделия. Однако допускаемые отклонения размеров изделия от номинальных могут существенно влиять на результаты контроля. Отличие скорости ультразвука в материалах образца и изделия, неравномерность распределения скорости вдоль траектории УЗ-волн (при сварке разнородных материалов, при контроле биметалла), дисперсии скорости в основном металле также могут быть причиной ошибок при настройке скорости развертки, усугубляющихся при контроле толстостенных изделий.
Указанных ошибок можно избежать только настройкой непосредственно на подлежащем контролю изделии. Особенность настройки на изделии сострит в том, что его толщина заранее не известна, во всяком случае на изделиях с односторонним доступом (смонтированный трубопровод, закрытый сосуд, листовая облицовка). Чтобы рабочий участок развертки дефектоскопа точно соответствовал фактической толщине в пределах зоны сканирования, можно воспользоваться следующими простыми методическими приемами.
Левая граница рабочего участка (глубина залегания дефекта h=0) устанавливается по положению на экране сигнала, прошедшего через сдвоенные призмы двух идентичных преобразователей, которыми будет проводиться контроль, как показано на рис. 2, а. Если преобразователи включены электрически последовательно (раздельная схема включения, показанная на рис. 2, а, слева), то положение сигнала на развертке точно соответствует началу рабочего участка, поскольку длина пути ультразвука от излучающей до приемной пьезопластины равна двойному (в прямом и обратном направлениях) пути в призме совмещенного наклонного преобразователя Второй преобразователь можно не подключать к дефектоскопу (см. рис. 2, а, справа). В этом случае его пьезопластина играет роль отражателя, путь до нее и обратно равен двойному пути ультразвука в призме рабочего преобразователя, а началу зоны контроля соответствует точка на развертке, лежащая посредине между зондирующим и отра женным сигналами.
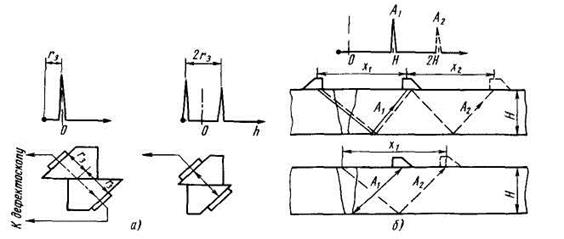
Рис. 2. Схемы настройки левой (а) и правой (б) границ рабочего участка развертки на контролируемом изделии
Для установления правой границы зоны контроля (h=Н или h=2Н) те же преобразователи нужно подключить к дефектоскопу, развернуть навстречу друг другу, установить в одной плоскости (рис. 2, б) и разводить их до момента получения максимальных прошедших сигналов. Сигналы А1 и А2 соответствуют правой границе рабочего участка при контроле прямым и однажды отраженным лучами (см. рис. 2, б, внизу). Если отключить от дефектоскопа один из преобразователей, т.е. использовать его как отражатель, то сигнал А2 появится при однократном разведении преобразователей, что позволит избежать дополнительной зачистки поверхности изделия на участке х2.
Технологией контроля часто предусматривается использование двух и более преобразователей с различными углами ввода. Чтобы избежать перенастройки скорости развертки при смене преобразователей, пользуются следующим методическим приемом. Настраивают шкалу расстояний прямого преобразователя по координатам донных сигналов, полученных на изделии. Далее, при контроле наклонными преобразователями используют их координатные шкалы, предварительно совмещенные со шкалой прямого преобразователя.
Цель настройки чувствительности - установление такого усиления в акустическом тракте дефектоскопа, которое обеспечивает надежную регистрацию эхо-сигналов от дефектов минимально допустимого для данного изделия размера.
Типовая схема настройки включает три основных уровня рабочей чувствительности (рис. 3): поисковый 1, при котором проводят поиск дефектов путем сканирования преобразователем по заданной траектории; контрольный 2 (уровень фиксации), при котором определяют измеряемые характеристики обнаруженных дефектов и оценивают допустимость дефектов по их предельным значениям; браковочный 3, при котором оценивают допустимость дефектов по амплитуде эхо-сигнала.
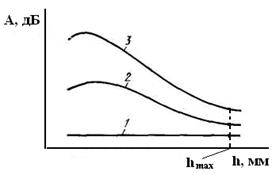
Рис. 3. Зависимость амплитуды эхо-сигналов от глубины залегания дефекта, соответствующие различным уровням чувствительности контроля
Браковочный и контрольный уровни чувствительности должны быть заданы нормативной документацией. Как правило, контрольный уровень ниже браковочного, а поисковый ниже контрольного на 6 дБ.
Требуемую чувствительность устанавливают путем получения опорных сигналов с последующим переходом от них на заданный уровень. Чтобы получить опорный сигнал, можно использовать различные отражатели (искусственные дефекты) в образцах, поверхности и углы в изделиях, вспомогательные электрические сигналы. Желательно применять стандартные образцы, что обеспечивает воспроизводимость результатов контроля. Рязность между опорным и требуемым уровнями чувствительности определяют экспериментально или расчетом эквивалентной площади отражателя, используемого для получения опорного сигнала. Отражатели выполняют равномерно по всей толщине образца. Последовательно, при неизменной чувствительности дефектоскопа, получая эхо-сигналы от них, строят на экране кривую изменения амплитуды в зависимости от глубины залегания отражателя или запоминают значения амплитуды для каждого отверстия.
Значения браковочного и контрольного уровней чувствительности зависят от глубины залегания дефектов (см. рис. 3). Дефектоскопы со встроенными блоками ВРЧ позволяют выравнивать опорные эхо-сигналы от равновеликих отражателей в заданном диапазоне глубины их залегания.
Поскольку уровни чувствительности задаются в единицах эквивалентной площади, основным видом искусственного дефекта является плоскодонное отверстие, ориентированное вдоль направления прозвучивания. Применяют также модели дефектов в виде бокового отверстия, улового отражателя.
Так, при контроле сварных соединений с односторонней разделкой кромок применяют зарубку - плоский угловой отражатель (рис. 4, а). Зарубка хорошо имитирует наиболее опасные и характерные для таких соединений корневые непровары и трещины. Однако, несмотря на внешнюю простоту, изготовление зарубки представляет известные трудности. Ее выполняют путем вдавливания в металл образца 2 режущей кромки бойка; при этом точка приложения силы Р оказывается смещенной относительно точки приложения реакции Рр образца (см. рис. 4, а). Возникающая здесь пара сил создает изгибающий момент, который возрастает с увеличением приложенной к бойку силы и в конечном счете приводит к разрушению режущей кромки бойка. Кроме того, отклонение отражающей грани зарубки от перпендикуляра к поверхности образца существенно ослабляет амплитуду эхо-сигнала (при  >60° это ослабление на 1° составляет приблизительно 1 дБ).
>60° это ослабление на 1° составляет приблизительно 1 дБ).
Указанных недостатков лишен плоский угловой отражатель в виде клиновидной зарубки (рис. 4, б). Отражатель имеет две одинаковые параллельные отражающие грани с ломаным контуром в форме клина. Режущая грань бойка лежит в плоскости действия приложенной к нему силы, что исключает возможность возникновения изгибающего момента, разрушающего режущую кромку. При равных площадях зарубка, показанная на рис. 4, а, и клиновидная зарубка дают одинаковые эхо-сигналы. Экспериментально установлено, что усредненное по результатам измерений с противоположных сторон отражателя значение амплитуды эхо-сигнала соответствует правильному (строго перпендикулярно поверхности образца) выполнению клиновидной зарубки.
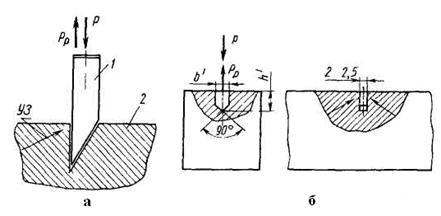
Рис. 4. Схема изготовления зарубки (а) и клиновидная зарубка (б)
Дата добавления: 2015-04-07; просмотров: 6494;