ОБОРУДОВАНИЕ ДЛЯ РАЗЛИВКИ СТАЛИ
Сталеразливочный ковш
Ковш, в который выпускают металл из сталеплавильного агрегата после окончания плавки, служит для разливки стали в изложницы или на установках непрерывной разливки, а в последние годы зачастую и для проводимой перед разливкой внепечной обработки жидкого металла.
На рис. 156 показан сталеразливочный ковш, оборудованный двумя стопорами 4 (двухстопорный ковш); часто применяют также одностопорные ковши. Ковш представляет собой выполненный из стальных листов футерованный сосуд, имеющий форму усеченного конуса, расширяющегося кверху. Кожух ковша изготавливают сварным из стальных листов толщиной до 30 мм. К кожуху крепят две цапфы 1, для чего служит привариваемый к кожуху снаружи цапфовый пояс из двух кольцевых ребер 5 и двух групп поперечных и продольных ребер жесткости 2. За цапфы ковш захватывают крюками мостового крана, который транспортирует ковш и удерживает его над изложницами во время разливки.
 Вместимость ковшей по массе жидкой стали изменяется в
Вместимость ковшей по массе жидкой стали изменяется в
пределах от 5 до 480 т. Ковши, предназначенные только для
разливки, должны помимо жидкой стали вмещать немного
(2—3 % от массы жидкой стали)
сливаемого из печи шлака, ко
торый предохраняет металл от
быстрого охлаждения во время
разливки. Лишний шлак, попа
дающий в ковш из печи, выте
кает через носок 3 (рис.156).
Основные размеры некоторых
ковшей приведены в табл. 12.
Отношение диаметра кожуха к
высоте находится в пределах 2/
0,75—0,90; конусность стен
составляет 3—3,5 %. '
 | |||||||
 |  | | |||||
| Таблица 12. |
Размеры сталеразлавочных ковшейi
| Значение | параметра для | разной емкости | ковша, | т | ||||
| Параметр | ||||||||
| Высота, м Верхний диаметр, м Масса порожнего ковша, т | 1,83 1,65 5,5 | 2,8 2,6 23 | 3,4 3,2 30 | 4,0 3,7 43 | 4,9 4,0 48 | 5,3 4,8 86 | 5,5 5,2 110 | 5,8 5,4 136 |
При внепечной обработке стали объем ковша должен быть несколько большим в связи с возможным бурлением и вспениванием металла в процессе обработки; над уровнем металла в ковше необходим свободный объем высотой 300-500 мм.
Для разливки стали из ковша по изложницам служит стакан со стопором или шиберным (скользящим) затвором.
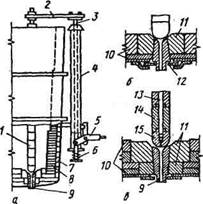
Стакан и стопор. Стакан, через который жидкая сталь вытекает из ковша, вставляют в днище ковша в специальный гнездовой кирпич (см. рис.157, 6, в); иногда вместо гнездового кирпича делают набивное гнездо, заполняя зазор между стаканом и футеровкой днища огнеупорной массой. Стакан имеет форму усеченного конуса с отверстием для струи жидкого металла. Обычно это отверстие имеет круглое сечение, его диаметр ("диаметр стакана") составляет 25—120 мм, высота стаканов в зависимости от емкости ковша равна 120—440 мм. Наибольшее распространение получили стаканы из магнезита и шамота. В ковшах большой емкости применяют магнезитовые стаканы, так как в процессе разливки они размываются металлом медленнее шамотных. В больших ковшах применяют сужающиеся книзу стаканы, которые устанавливают изнутри ковша (см. рис. 157, в), в малых ковшах — сужающиеся кверху, которые вставляют и закрепляют с помощью упорной шайбы снаружи ковша (см. рис.157, б).
Стопор служит для закрывания и открывания отверстия стакана. Он представляет собой (см. рис. 157, в) металлический стержень диаметром 40-60 мм, защищенный от воздействия жидкой стали и шлака шамотными трубками (катушками). Нижний конец стержня имеет нарезку, на которую навинчивают огнеупорную пробку 15 (см. рис. 157, в) обычно из высокоглиноземистого шамота. При длительной разливке
|
Рис. 157. Стопорный механизм (а) и установка в сталеразливочном ковше (б, в):
1 — стопор; 2 — вилка; 3 — ползун; 4 — направляющая; 5 — рычаг; 6 — пружина; 7,8 — арматурный и рабочий слои футеровки соответственно; 9 — стакан; 10 — футеровка дна ковша; 11 — гнездовой кирпич; 12 — упорная шайба; 13 — стержень; 14 — шамотная трубка; 75 — пробка
стержень стопора теряет прочность и может изгибаться, поэтому иногда применяют воздухоохлаждаемые стопоры. В этом случае стержень стопора делают полым; в полость вставляют трубку, через которую подают сжатый воздух. Двухстопорные ковши (см. рис. 156) применяют при разливке сверху; одновременное наполнение двух изложниц позволяет существенно сократить длительность разливки.
Для подъема и опускания стопора служит стопорный рычажный механизм (см. рис.157, а). Ползун с вилкой и закрепленным в ней стопором перемещают с помощью рычага 5 вручную, а иногда дистанционно посредством гидравлического или механического привода.
Стакан и стопор служат одну разливку, после чего их заменяют. Перед установкой в ковш набранный стопор тщательно просушивают.
Шиберный затвор крепят к кожуху днища ковша под разливочным стаканом, вставляемым с наружной стороны ковша.
Одна из конструкций шиберного затвора показана на рис.158. Он включает неподвижный корпус 9 с вмонтированной в него огнеупорной плитой 3, подвижный шибер 8, с вмонтированными огнеупорной плитой 4 и стаканом-коллектором 5 и рамку 7, скрепленную прижимными болтами с корпусом. Рамка направляет движение шибера и прижимает его к корпусу 9, тем самым прижимая огнеупорные плиты друг к другу; силу прижатия можно регулировать, вращая гайки прижимных болтов1 В огнеупорных плитах имеется круглое отверстие; когда плиты расположены так, что отверстия в
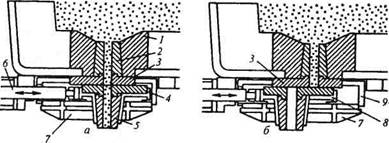
Рис. 158. Шиберный затвор в открытом (а) и закрытом (б) положении: / — гнездовой кирпич; 2 — разливочный стакан; 3 — неподвижная огнеупорная плита; 4 — подвижная огнеупорная плита; 5 — стакан-коллектор; 6 — шток гидроцилиндра; 7 — направляющая рамка; 8 — подвижный шибер; 9 — неподвижный корпус
них совпадают, сталь вытекает из ковша; сдвинув нижнюю плиту прерывают струю. Перемещение шибера с огнеупорной плитой осуществляют с помощью гидроцилиндра, управление которым дистанционное. Стакан-коллектор 5 формирует вытекающую из ковша струю стали.
Плиты обычно выполняют бикерамическими — основу ее, например, составляет спеченный магнезит, а рабочий контактный слой сделан из плавленого магнезита; для изготовления плит применяют корунд и другие огнеупоры. Поверхность скольжения плит пришлифовывают и смазывают (например, графито-смоляной смазкой). Шиберный затвор устанавливают на ковш в собранном виде; его собирают в специализированном отделении цеха. Затвор служит без замены от одной до трех плавок, чаще его заменяют после каждой разливки. В ряде цехов ковш оборудуют двумя шиберными затворами; после разливки плавки через первый затвор ковш сразу подают под следующую плавку, которую разливают через второй затвор, что исключает длительную операцию подготовки ковша к каждой второй из разливаемых плавок.
Иногда применяют поворотные затворы, в которых совмещение отверстий в огнеупорных плитах достигают путем вращения нижней плиты.
Шиберный затвор работает в менее тяжелых условиях, чем стопор (стопор находится в объеме жидкой стали), и поэтому более надежен в эксплуатации. Это особенно важно в связи с широким внедрением в последние годы внепечного
рафинирования стали в ковше; при рафинировании возрастает продолжительность пребывания стали в ковше и стопор подвергается воздействию активных по отношению к огнеупорам шлаков и рафинирующих добавок.
Футеровка стале разливочных ковшей
Футеровка ковша может быть из формованных огнеупоров (кирпичей) либо монолитной из огнеупорных масс.
Ковши для разливки без внепечной обработки. Такие ковши в течение десятилетий футеруют шамотным кирпичом, в последние годы все шире внедряют монолитную футеровку из масс на основе Si02.
Футеровка из шамотного кирпича. Футеровку стен ковша делают (рис. 157, а) из двух слоев: арматурного слоя кирпича, примыкающего к кожуху, и рабочего, соприкасающегося с жидким металлом и шлаком; днище ковша выкладывают кирпичом в три-пять рядов. Толщину футеровки стен в нижней части ковша делают большей, чем в верхней, так как здесь она более длительное время находится под воздействием жидкого металла. Эта толщина достигает 350 мм.
Арматурный слой футеровки служит 12—18 мес. Рабочий слой изнашивается и его заменяют через 10—19 плавок, выполняя кладку вручную (в течение 4—8 ч). После выкладки нового рабочего слоя футеровку просушивают в течение 6-20 ч, нагревая докрасна горелками. Расход ковшевого кирпича составляет 5—12 кг/т стали.
Монолитная футеровка. Арматурный слой и днище в этом случае выкладывают из шамотного кирпича, а рабочий слой выполняют монолитным из огнеупорной массы на основе Si02.
По способу изготовления различают набивные и наливные монолитные футеровки. Для набивной футеровки на отечественных заводах обычно применяют кварцеглинистую смесь, содержащую > 91 % Si02 и 5-8 % А12Оэ с добавкой 7-9 % влаги и 0,5—2 % связующих (ортофосфорной кислоты, сульфитно-спиртовой барды). Массу набивают между шаблоном и арматурным слоем кирпича с помощью пескометных или трамбовочных машин; набивка большегрузного ковша длится 30—40 мин, в то время как выкладка рабочего слоя шамотным кирпичом продолжается около 8 ч.
Наливную футеровку получают заливкой жидкоподвижной самотвердеющей смеси в зазор между шаблоном и арматурной
кладкой ковша. Основу смеси составляет песок, к которому добавляют связующее — водный раствор жидкого стекла (до 25 % от массы песка), отвердитель — шлак феррохромового производства (2-6 %), обеспечивающий быстрое затвердевание смеси, и иногда пенообразующие добавки (ПАВ) для повышения текучести смеси.
Наливка футеровки длится около часа, твердение массы ~ 1 ч. После изготовления набивного или наливного слоя ковш сушат в течение 8—16 ч. Стойкость монолитной футеровки составляет 10—20 плавок. Преимущества монолитной футеровки — сокращение длительности ремонта ковша и удешевление за счет снижения расхода шамотного кирпича, существенное снижение затрат ручного труда на футеровку. Расход массы составляет 2—4 кг/т стали.
Ковши для разливки и внепечной обработки оборудованы шиберными затворами и иногда имеют в футеровке днища вставки из пористых огнеупоров для подачи в металл нейтральных газов. При внепечной обработке жидкой стали условия службы футеровки ковша ухудшаются в связи с большей температурой металла, значительным увеличением длительности его пребывания в ковше, активным перемешиванием металла и наличием при этом основного шлака; зачастую в металл также вдувают агрессивные по отношению к футеровке добавки. В этих условиях стойкость шамотной и монолитной кремнеземистой футеровки оказалась низкой; кроме того, не обеспечивалось высокое качество металла вследствие поступления в него кислорода из восстанавливаемых оксидов футеровки.
Поэтому в цехах с внепечной обработкой стали используют основную и высокоглиноземистую футеровку ковшей. В качестве последней на отечественных заводах применяют муллитокорунд, основными составляющими которого являются А12Оэ (~ 70 %) и SiOz, футеровку делают как из кирпичей, так и монолитной. Для изготовления основной футеровки на отечественных и зарубежных заводах применяются или находятся в стадии опробования и внедрения много различных материалов: магнезитохромит, подвергнутые термообработке и без нее изделия из смолодоломитомагнезита и смоломагне-зита, обожженные изделия на основе доломита, безобжиговые магнезитоуглеродистые изделия и др.; некоторые из них используются как набивные массы.
Основная и высокоглиноземистая футеровки более дороги, обладают низкой термостойкостью и высокой теплопроводностью. Поэтому для предотвращения растрескивания футеровки при колебаниях ее температуры (нагрев в момент пре-иывания стали в ковше и охлаждение при подготовке ковша к следующей разливке), а также с целью предотвращения сильного охлаждения жидкой стали в ковше при выпуске и разливке применяется так называемая высокотемпературная жсплуатация таких ковшей. Она заключается в том, что после окончания кладки футеровки, ее нагревают до ~ 1100 °С горелкой, ковш подают под разливку и затем при дальнейшей эксплуатации ковша не допускают снижения температуры футеровки ниже 800 °С. При этом после каждой разливки ковш ставят на стенд, оборудованный манипулятором для замены шиберных затворов, накрывают футерованной крышкой и обогревают горелкой до подачи под разливку следующей плавки. Для уменьшения охлаждения ковш также накрывают футерованной крышкой при ожидании выпуска металла из печи и во время разливки.
Стойкость футеровки при горячей эксплуатации ковшей достигает на отечественных заводах 40—50 плавок, на некоторых зарубежных заводах она доведена до 140 плавок.
IIромежуточные ковши
Промежуточные ковши и воронки применяют при разливке спокойной стали сверху для уменьшения разбрызгивания струи металла при ее ударе о дно изложницы, что позволяет
Ия f
| 1500^ |
 уменьшить количество плен
уменьшить количество плен
на слитках. Многостопорные
промежуточные ковши (рис.
159) используют также для
одновременной отливки
к верху нескольких слитков.
| Рис. 159. Промежуточный ковш для одновременной отливки четырех слитков |
Ковш имеет стальной кожух и футерован изнутри шамотным кирпичом. В днише установлен один или несколько стаканов, снабжен-
ных стопорами. Для уменьшения теплопотерь ковш накрывают футерованной крышкой. Емкость промежуточных ковшей достигает 35 т.
Промежуточная воронка (см. рис. 149, б) имеет металлический кожух, который футеруют огнеупорной массой из шамотного порошка и огнеупорной глины на жидком стекле с добавкой графита; в нижней части воронки устанавливают разливочный стакан диаметром от 18 до 40 мм. Воронки либо устанавливают на прибыльную часть изложницы, либо подвешивают к сталеразливочному ковшу.
Торкретирование футеровки ковшей
Торкретирование — это нанесение огнеупорной массы на внутреннюю поверхность футеровки ковша. Обычно торкретируют изношенные участки футеровки.
Торкрет-покрытие должно прочно сцепляться с рабочей поверхностью футеровки, а при попадании в ковш металла сплавляться с ней, образуя единое целое.
Благодаря торкретированию повышается стойкость футеровки ковша и снижается расход ковшевых огнеупоров.
На отечественных заводах используют преимущественно полусухое торкретирование, при котором торкрет-установка через сопло с помощью сжатого воздуха наносит на футеровку огнеупорную массу с влажностью 8—15 %; при этом огнеупорный порошок смешивается с водой в сопле установки. Футеровка ковша перед торкретированием должна иметь температуру в пределах 60—180°С.
Торкретирование осуществляют последовательным нанесением нескольких слоев толщиной по 5—10 мм до получения общего слоя требуемой толщины.
На отечественных металлургических предприятиях наиболее широко используют массы на основе шамота с добавкой 8—10% глины и связующих (жидкое стекло, видный раствор алюмохромфосфата). После окончания торкретирования футеровку ковша сушат с помощью газовой горелки в течение 2-4 ч.
Стойкость нанесенного при торкретировании огнеупорного слоя составляет 2—6 разливок, после чего торкретирование нужно повторять.
Изложницы и прочее оборудование
Изложницы обычно отливают из ваграночного чугуна следующего состава, %: 3,3-4,0 С; 0,9-2,2 Si; 0,4-4,0 Мп;
<0,20Р и <0,12S.
Размеры изложниц зависят от массы и размеров слитка. Масса слитков, отливаемых для прокатки на станах, изменяется от 200 кг до 30 т, при этом для прокатки на блюмингах отливают слитки массой до 13т, а для: прокатки на слябингах— до 30 т. Масса слитков для поковок доходит до 350 т. Более экономична разливка стали в крупные слитки, т.к. при этом уменьшается ее продолжительность, сокращаются затраты труда, расход огнеупоров и разливочного оборудования, уменьшаются потери металла в виде скрапа и литников. При увеличении массы слитков возрастает производительность прокатных станов. Вместе с тем при росте массы слитка заметно усиливается зональная химическая неоднородность, в связи с чем для качественных сталей массу слитка ограничивают. Спокойную углеродистую и кипящую стали разливают в слитки массой до 30 т; легированную и высококачественную стали - от 0,5 до 6,5 т, а некоторые высоколегированные стали — в слитки массой в несколько сот килограммов. Конфигурация изложниц, характеризуемая формой поперечного и продольного сечений, определяется сортом выплавляемой стали и дальнейшим переделом слитка.
Поперечное сечение изложниц может быть (рис. 160) квадратным, прямоугольным, круглым, многогранным. Слитки квадратного сечения идут на сортовой прокат; слитки прямоугольного сечения при отношении их ширины А к толщине В менее 1,5 для получения как листа, так и сортового проката; плоские слитки при отношении А/В в пределах 1,5-3,0 — для прокатки на лист. Слитки круглого сечения используют для изготовления груб, бандажей, колес. В многогранные изложницы отливают слитки для кузнечных поковок.
По форме продольного сечения изложницы бывают двух типов: с уширением кверху (рис. 161, а) для разливки спокойной стали и с уширением книзу (рис. 162) для разливки кипящей стали. В отдельных случаях спокойную сталь неответственного назначения разливают в уширяющиеся книзу изложницы; верх таких изложниц утепляют изнутри футеровкой или теплоизоляционными вкладышами (см. рис. 161, б).

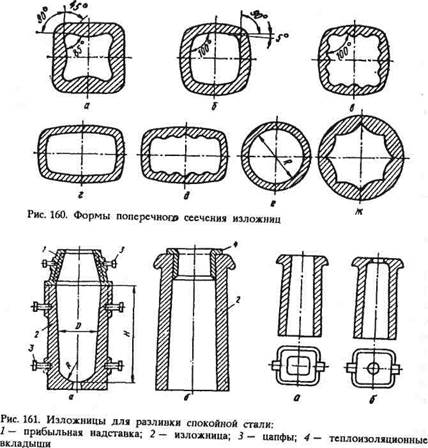
Рис. 162. Изложницы для разливки кипящей стали: а — сквозная; 6 — бутылочная
Для разливки кипящей и полуспокойной стали иногда применяют изложницы бутылочной формы (см. рис. 162), верхнее отверстие которых после наполнения изложницы сталью закрывают пробкой или крышкой. Быстрое застывание металла в суживающейся части бутылочной изложницы обеспечивает снижение химической неоднородности стали по сравнению с разливкой в обычные сквозные изложницы.
Изложницы, уширяющиеся книзу, делают сквозными (без дна), а изложницы, уширяющиеся кверху — чаще всего с дном. В дне изложниц находится отверстие (рис. 161, а). 530
При разливке сифоном в него вставляют шамотный стаканчик, через который сталь поступает в изложницу, а при разливке сверху — стальной вкладыш (пробку), предохраняющий дно изложницы от размывания струей металла. При отливке крупных слитков спокойной стали массой более 9 т часто применяют изложницы без дна. В этом случае вкладыши вставляют в выемки поддонов.
В квадратных и прямоугольных изложницах в углах предусмотрены закругления, чтобы уменьшить опасность образования плоскостей слабины на стыке дендритов, растущих от смежных стенок изложницы. Стенки прямоуголльных и квадратных изложниц обычно делают с небольшой вогнутостью или выпуклостью (рис. 160). Это придает корочке кристаллизующегося слитка форму арки, что способствует увеличению ее прочности и уменьшает вероятность образования горячих продольных трешин.
Внутреннюю поверхность изложниц иногда делают волнистой. При этом увеличивается поверхность соприкосновения слитка с изложницей, в результате чего быстрее нарастает толщина затвердевшей корочки в начальный момент кристаллизации слитка и существенно понижается пораженность слитков продольными наружными трещинами.
Важной характеристикой слитка и изложницы является величина отношения высоты Н изложницы к ее среднему внутреннему диаметру £>, т.е. величина отношения высоты слитка (до прибыльной части) к среднему диаметру. Увеличение значения H/D, т.е. уменьшение сечения слитка, позволяет увеличивать производительность прокатных станов, а также сокращать длительность затвердевания слитка, что способствует уменьшению ликвации. Однако увеличение этого отношения вызывает увеличение осевой рыхлости и повышает склонность к образованию продольных трещин вследствие возрастания ферростатического давления на корочку кристаллизующегося слитка. Оптимальная величина отношения H/D установлена на основании многолетней практики и составляет для слитков спокойной углеродистой стали 3,0—3,5, а для легированной и качественной углеродистой стали 2,5—3,3. Вместе с тем, для слитков, сердцевина которых удаляется при последующем переделе, а также для слитков, прокатываемых на мелкие профили (диаметром < 100 мм), т.е. при повышенных степенях обжатия, применяют изложни-
цы, у которых отношение H/D более 3,5. В этом случае для повышения плотности сердцевины слитка увеличивают конусность стенок изложницы.
В изложницах для крупных слитков кипящей, а также полуспокойной стали величина отношения H/D должна составлять 3,0—3,5; для мелких слитков (< 1 т) она достигает 5-7. Увеличение отношения H/D по сравнению со слитками спокойной стали допустимо в связи с тем, что в слитках кипящей и полуспокойной стали не образуется осевой рыхлости. В то же время для кипящей стали важно ограничивать абсолютную величину высоты слитка и изложницы. Слишком большая высота ведет к увеличению ферростатического давления в нижней части затвердевающего слитка, что затрудняет кипение металла и способствует уменьшению толщины здоровой корочки.
Большое влияние на плотность макроструктуры и развитие осевой рыхлости в слитках спокойной стали оказывает конусность стенок изложниц. Чем больше конусность стенок изложницы и конусность слитка, тем выше плотность его структуры и тем меньше развита осевая рыхлость. Однако увеличение конусности вызывает неравномерные нагрузки на валки прокатного стана, что существенно затрудняет прокатку слитков. С учетом этих соображений конусность стенок изложниц для спокойной стали выбирают в пределах 2—4 %. Для слитков, идущих на ковку, конусность стенок изложниц увеличивают до 3—6 %. В листовых изложницах для спокойной стали конусность широких сторон принимают равной 3—3,5 %, а конусность узких граней во избежание тра-пецевидности листов уменьшают вдвое.
В связи с отсутствием в слитках кипящей и полуспокойной стали осевой усадочной рыхлости конусность стенок расширяющихся книзу изложниц меньше, чем у изложниц для спокойной стали. Она составляет 0,9—1,3 %, что обеспечивает свободное снятие изложницы со слитка (свободное раздевание слитка).
Толщину стенок изложниц выбирают исходя из условий обеспечения механической прочности изложницы и ее обычно принимают равной примерно 20% от величингы поперечного размера слитка. Отношение массы изложницы к массе слитка составляет 0,8—1,4; для мелких слитков это отношение увеличивают и оно достигает 2.
Стойкость изложниц составляет 60—100 плавок (разливок), расход изложниц равен 1,0—3,0 % от массы разливаемой стали.
Подготовка изложниц. После освобождения от слитков изложницы охлаждаются до 80—110 °С путем выдержки на воздухе или же водой, распыляемой форсунками. Далее их внутреннюю поверхность очищают от нагара (окисленных пленок металла) и частиц шлака и металла и смазывают. Для смазки применяют лакойль, каменноугольные смолу и лак и их смеси; изложницы под кипящую сталь смазывают также порошкообразным графитом, смешанным с водой.
Смазка препятствует приварииванию металла к стенкам изложниц, при ее выгорании в изложнице создается восстановительная атмосфера, а газы, образующиеся при сгорании смазки, отгоняют от стенок изложницы пленки окисленного металла, что делает более чистой поверхность слитка. Если температура стенок изложницы перед смазкой будет более 110°С, то смазка выгорит до начала разливки, а при температуре ниже 80 °С слой смазки получится чрезмерно толстым: в этом случае смазка не успевает полностью сгореть в момент контакта с жидким металлом и, залитая им, возгоняется, что дает пузыри в корке слитка.
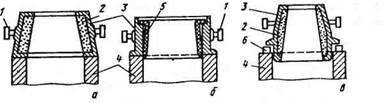
Прибыльные надставки устанавливают на расширяющиеся кверху изложницы при разливке спокойной стали; они могут |>ыть стационарными (рис. 163: а, б) и плавающими (рис. 163, в). Футеровка или теплоизоляционные вкладыши надставок замедляют охлаждение верха слитка, что способствует выводу сюда усадочной раковины.
Широко применяются стационарные надставки (см. рис. 163, а), имеющие чугунный корпус, футерованный изнутри
Гис. 163. Прибыльные надставки:
а, б — стационарные; в — плавающая; 1 — цапфа; 2 — футеровка надставки; 3 — каркас надставки; 4 — изложница; 5 — теплоизоляционный вкладыш; 6 — дере-шшая подставка
шамотным кирпичом или массой из шамотного порошка с огнеупорной глиной; на постоянный слой футеровки изнутри наносят обмазку толщиной около 10 мм, обновляемую после каждой разливки. Для уменьшения теплоотдающей поверхности, облегчения снятия надставки со слитка и уменьшения расхода металла надставку сужают кверху; конусность стенок составляет 10—18 %. Масса прибыльной части и соответственно величина головной обрези крупных слитков рядовой стали составляет при использовании таких надставок 12—16% общей массы слитка, а для мелких слитков и для слитков легированной стали она достигает 20 %.
В последние годы расширяется применение стационарных надставок (см. рис. 163, б) с теплоизоляционными вкладышами; они имеют стальной или чугунный корпус с вертикальными стенками для удобства крепленя вкладышей, заменяемых после каждой разливки. Вкладыши изготавливают из песка с добавкой бумажных отходов, глины и связующих, из асбестита со связующими и других материалов. В связи с низкой теплопроводностью вкладышей эти надставки по сравнению с футерованными имеют меньшие высоту и объем и при их использовании величина головной обрези слитков снижается на 2—5 %. На некоторых заводах при производстве рядовых сталей теплоизоляционные вкладыши устанавливают в верхнюю часть изложницы, что позволяет обойтись без прибыльных надставок.
При отливке крупных слитков применяют плавающие надставки (см. рис. 163, в). Нижнее основание такой надставки входит в изложницу; до начала разливки надставку удерживают на изложнице с помощью деревянных прокладок, которые после наполнения изложницы металлом удаляют. Достоинство этих надставок заключается в возможности их перемещения в изложнице вместе со слитком при его усадке, что исключает подвисание слитка и образование поперечных трещин.
Поддоны служат для установки изложниц при разливке сверху и изложниц с центровой при сифонной разливке. Поддон представляет собой литую чугунную плиту толщиной 100—200 мм. Верхняя рабочая поверхность поддона должна быть гладкой; это обеспечивает плотное прилегание изложницы к поддону и предотвращает прорыв жидкого металла под изложницу.
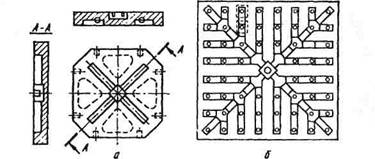
Рис. 164. Поддоны для сифонной разливки стали: а — четырехместный; б — 60-местный
В поддонах для сифонной разливки (рис. 164) делают углубление в центре и расходящиеся от него открытые сверху каналы прямоугольного сечения для укладки сифонного кирпича. Если при разливке сверху применяют изложницы без дна, то в поддоне делают выемку, в которую укладывают сменный вкладыш из стали и иногда из огнеупорного кирпича, предотвращающий размывание поддона струей металла.
При разливке сверху пррименяют поддоны, размер которых позволяет установить одну или две изложницы, при сифонной разливке двух-, четырех- и многоместные поддоны.
Расход поддонов составляет 0,1—1 % от массы разливаемой стали.
Центровая служит для приемки металла из сталеразливоч-ного ковша. Она представляет собой (см. позицию 2 на рис. 150) чугунную или стальную футерованную изнутри трубу с расширением вверху и утолщением в нижней части для обеспечения ее устойчивости на поддоне. Центровые обычно делают разъемными из двух половинок для облегчения удаления литника и замены сифонного кирпича. Половинки скрепляют кольцами, клиньями и другими приспособлениями.
Центровая должна быть на 300-400 мм выше изложниц с прибыльными надставками. Расход центровых составляет 0,05—0,5 % от массы разливаемой стали.
Сифонный кирпич предотвращает размывание поддона, центровой и дна изложниц жидкой сталью при разливке. Разновидности сифонного шамотного кирпича представлены на рис. 165.

|
| Рис. 165. Разновидности фонного кирпича |
Звездочка 3, укладываемая в углубление в центре поддона под центровой, служит для распределения жидкого металла по каналам поддона. Сталь из центровой поступает через центральное отверстие звездочки 3 сверху и расходится через боковые отверстия по каналам поддона. Пролетный кирпич 4, укладываемый в каналы поддона, служит для подвода жидкой стали от звездочки 3 к концевому кирпичу 5, через боковое отверстие которого сталь поступает в изложницу, проходя стаканчик 6, устанавливаемый в дне изложницы. Центровые трубки 2 и воронки 1 служат для футеровки центровой. Для обеспечения плотности сочленения сифонные кирпичи делают замковыми (выступ каждого последующего кирпича должен входить в паз предыдущего). Величина диаметра отверстия в сифонных кирпичах, укладываемых в поддон, обычно составляет 30—50 мм; диаметр отверстия центровых труб равен 70—100 мм.
После разливки каждой плавки сифонный кирпич заменяют. Из каналов поддона и центровой удаляют сифонные кирпичи с застывшим в их каналах металлом (литниками), после чего в каналы поддона и центровой укладывают новые сифонные кирпичи.
Подготовка оборудования к разливке
В современных сталеплавильных цехах сталь разливают в изложницы, установленные на тележках (железнодорожных платформах). Состав тележек с подготовленными изложницами перед выпуском стали из печи подают в разливочный пролет сталеплавильного цеха, где и ведут разливку. После окончания разливки для предотвращения возникновения ликваци-
онных дефектов в затвердевающих слитках состав выдерживают в разливочном пролете без движения в течение 20—120 мин (в зависимости от массы слитка и марки разливаемой стали). Далее состав со слитками в изложницах вывозят из разливочного пролета, и он последовательно проходит ряд отделений, где разливочное оборудование готовят к следующей разливке: стрипперное отделение, где изложницы освобождают от слитков; участок охлаждения изложниц; отделение чистки и смазки изложниц; цех подготовки составов. В последнем подготавливают прибыльные надставки, поддоны, центровые; на поддоны устанавливают изложницы и при необходимости центровые, на изложницы для спокойной стали ставят прибыльные надставки, укладывают теплоизоляционные вкладыши. Собранный разливочный состав транспортируют отсюда в разливочный пролет для очередной разливки.
§ 5. ТЕМПЕРАТУРА И СКОРОСТЬ РАЗЛИВКИ
Сталь, выпускаемая из печи, должна быть нагрета на 100-150 °С выше температуры плавления (температуры ликвидус 1Л). Последняя зависит от состава стали и может быть приближенно определена, °С, по формуле:
tл = 1539 - 79С - 12Si - 5Мп - 1,5Сг -
- 4Ni - 2Мо - 2V - ЗОР - 25S,
где С, Si, Mn, Cr, Ni, Mo, V, Р, S - содержание элементов в стали, %.
Перегрев необходим для обеспечения нужной температуры стали при разливке, а также для компенсации потерь тепла за время выпуска, выдержки стали в ковше до начала разливки, внепечной обработки, если она применяется и за время разливки, длительность которой для ковшей большой емкости может достигать 1—1,5 ч. Наиболее сильно сталь охлаждается при выпуске и в первые минуты выдержки в ковше, когда тепло расходуется на нагрев футеровки ковша; обычно за это время температура металла понижается на 30-60 °С.
Нормальной температурой начала разливки считают температуру, превышающую температуру плавления стали на 90— 120 °С при сифонной разливке и на 70-110 °С при разливке сверху.
Чрезмерно высокая температура стали при разливке ведет к ухудшению качества слитка. Перегретая сталь дольше затвердевает в изложнице, поэтому в слитке сильнее развивается химическая неоднородность. Быстрая разливка горячего металла ведет к увеличению пораженности поверхности слитков продольными трещинами. С увеличением температуры возрастает также количество растворенных в стали вредных газов, что ухудшает свойства готового металла.
Разливка стали при слишком низкой температуре также нежелательна. Холодный металл более вязок, что затрудняет всплывание неметаллических включений в кристаллизующемся слитке и приводит к повышенному загрязнению стали неметаллическими включениями. При затвердевании вязкого металла ухудшается питание кристаллизующихся объемов слитка из прибыли, поэтому слитки получаются с повышенной осевой пористостью и рыхлостью. При сифонной разливке холодного металла на его поверхности в изложнице образуется корочка, завороты которой являются серьезным дефектом слитка.
Скорость разливки, так же как и температура разливаемого металла, оказывает существенное влияние на качество слитка. Чрезмерно высокая скорость разливки ведет к увеличению количества продольных трещин на поверхности слитка, а при разливке кипящей стали вызывает уменьшение толщины здоровой наружной корочки в слитке. Разливка с недостаточной скоростью ведет к усиленному образованию и заворотам корочки, особенно при разливке стали сифоном.
По этим причинам скорость разливки обычно увязывают с температурой металла. Горячий металл следует разливать более медленно, холодный быстрее. Оптимальные температуры и скорости разливки подбирают опытным путем с учетом способа разливки, массы слитка, состава и свойств стали (ее вязкости, склонности к образованию трещин, склонности к образованию окисленной корочки и др.).
Скорость разливки чаще всего характеризуют скоростью подъема стали в изложнице, которая находится в пределах 0,15—5 м/мин. Ее регулируют изменением диаметра разливочного стакана, а также частичным перекрытием вытекающей из стакана струи с помощью стопора или шиберного затвора.
Скорость разливки сверху обычно выше, чем сифонной. Это объясняется необходимостью сократить общую длительность разливки плавки, поскольку пропускная способность
разливочных пролетов сталеплавильных цехов обычно является недостаточной. При сифонной разливке благодаря одновременному наполнению нескольких изложниц длительность разливки плавки оказывается небольшой даже при относительно малой скорости подъема металла в изложнице; меньшая же скорость разливки уменьшает вероятность образования ряда дефектов в слитках.
Дата добавления: 2015-06-22; просмотров: 5347;